
Подготовка труб под сварку
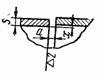
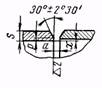
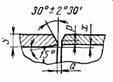
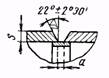
Разделку концов труб и деталей трубопроводов из углеродистой стали с условным проходом до 100 кгс/см2 я сборку стыков с зазорами под сварку следует производить в соответствии с требованиями, указанными в табл. 3.1. Угол скоса кромок труб проверяют шаблоном в нескольких точках по окружности. Торцы труб должны быть перпендикулярны к ее продольной оси. Проверяют перпендикулярность угольником и линейкой. Отклонения замеряют по двум взаимно перпендикулярным диаметрам. Отклонение от перпендикулярности для труб с условным проходом до 250 мм допускается не более 1 мм, а с условным проходом более 250 мм — 2 мм. Нельзя сваривать трубы, кромки которых покрыты ржавчиной, маслом, краской или грязью, так как ухудшается устойчивость горения дуги, появляется пористость и понижается прочность сварного соединения. Очищают кромки и концы труб от ржавчины, окислов и других загрязнений с наружной и внутренней сторон на ширину 15—20 мм от сварного стыка; при этом пользуются стальными щетками, шарошками, шлифовальными машинками и приспособлениями. Особое внимание уделяется центровке стыка труб. При сборке необходимо обеспечить требуемую точность совпадения кромок свариваемых элементов и их фиксацию при прихватке. Прихватка представляет собой короткий сварной шов, который накладывается при сборке сварных конструкций. К качеству прихватки предъявляют те же требования, что и к основному шву. При сборке ответственных трубопроводов прихватку должен выполнять тот же сварщик, который будет заваривать весь стык.
Под режимом сварки понимают совокупность условий, создающих устойчивое протекание процесса сварки. Параметры режима сварки подразделяют на основные и дополнительные. К основным параметрам режима сварки при ручной сварке относят величину, род и полярность тока, диаметр электрода, напряжение, скорость сварки и величину поперечного колебания конца электрода, а дополнительным - величину вылета электрода, состав и толщину покрытия электрода, начальную температуру основного металла, положение электрода в пространстве (вертикальное, наклонное) и положение изделия в процессе сварки. Глубина провара и ширина шва зависят от всех основных параметров режима сварки. Увеличение сварочного тока вызывает при неизменной скорости рост глубины проплавления (провара), что объясняется изменением величины погонной энергии (теплоты, приходящейся на единицу длины шва) и частично изменением давления, оказываемого столбом дуги на поверхность сварочной ванны. Род и полярность тока также влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина провара на 40-50% больше, чем при сварке постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. При сварке переменным током глубина провара на 15-20% меньше, чем при сварке постоянным током обратной полярности. Напряжение при ручной дуговой сварке на глубину провара оказывает незначительное влияние, которым можно пренебречь. Ширина шва связана с напряжением на электродах прямой зависимостью, при увеличении напряжения ширина шва увеличивается. Величина поперечного колебания электрода позволяет существенно изменять глубину провара и ширину шва.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также в зависимости от характера соединения и формы подготовленных кромок под сварку. Экспериментально установлена следующая зависимость:
Для сварки в нижнем положении при выборе диаметра электрода можно руководствоваться приведенной выше зависимостью. При выполнении сварных швов в вертикальном и потолочном положениях применяют электроды диаметром 3-4 мм. Если имеется разделка кромок, то корневой слой шва выполняется электродами диаметром 2-4 мм.
|
 Подготовка труб под сварку включает: резку труб и обработку кромок под сварку согласно чертежам, очистку поверхности свариваемых кромок, центровку стыка.
Подготовка труб под сварку включает: резку труб и обработку кромок под сварку согласно чертежам, очистку поверхности свариваемых кромок, центровку стыка. Таблица 3.1
Таблица 3.1


 Выбор режима сварки
Выбор режима сварки Выбор диаметра электрода.
Выбор диаметра электрода.


