| Наименование
| | Причина возникновения
|
| Кратеры
| 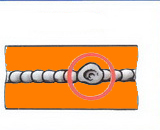
| Обрыв дуги (см. 8. Обрыв дуги в конце сварного шва, заварка кратера) Неправильное выполнение конечного участка шва (см. 8. Обрыв дуги в конце сварного шва, заварка кратера)
|
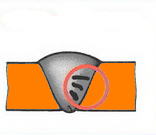
| Подрезы
| 
| Большой сварочный ток (см. 1.1 Сварочный ток) Длинная дуга (см. 1.2 Напряжение сварочной дуги) При сварке угловых швов – смещение электрода в сторону вертикальной стенки (см. 3.2 Сварка углового соединения)
|
| Поры
| 
| Быстрое охлаждение шва (см. 1.1 Сварочный ток) Загрязнение кромок маслом, ржавчиной и т.д.
Непросушенные электроды
Высокая скорость сварки (см. 1.3 Скорость сварки)
|
| Не провар
| 
| Малый угол скоса вертикальных кромок (см. 4. Сварка вертикальных швов) Малый зазор между вертикальными кромками (см. 4. Сварка вертикальных швов) Загрязнение кромок
Недостаточный сварочный ток (см. 1.1 Сварочный ток) Высокая скорость сварки (см. 1.3 Скорость сварки)
|
| Включение шлака
| 
| Загрязнение кромок (см. 10. Зачистка сварочных швов)
Малый сварочный ток (см. 1.1 Сварочный ток) Высокая скорость сварки (см. 1.3 Скорость сварки)
|
| Прожог
| 
| Большой ток при малой скорости сварки (см. 1.3 Скорость сварки)
Большой зазор между кромками (см. 3.1 Сварка стыковых соединений) Под свариваемый шов плохо поджата флюсовая подушка или медная подкладка (см. 3.1 Сварка стыковых соединений)
|
| Не сплавления
| 
| Плохая зачистка кромок (см. 10. Зачистка сварочных швов)
Большая длина дуги (см. 1.2 Напряжение дуги)
Недостаточный сварочный ток (см. 1.1 Сварочный ток)
Высокая скорость сварки (см. 1.3 Скорость сварки)
|
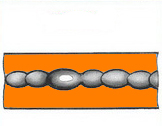
| Неравномерная форма шва
| 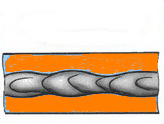
| Неустойчивый режим сварки (см. 1.2 Напряжение дуги)
Неточное направление электрода (см. 2. Положение электрода при сварке)
|
| Наплыв
| 
| Большой сварочный ток (см. 1.1 Сварочный ток)
Неправильный наклон электрода (см. 2. Положение электрода при сварке)
Излишняя длинна дуги (см. 1.2 Напряжение дуги)
|
| Трещины
| 
| Быстрое охлаждение конструкции (см. 1.4 Род и полярность тока)
Повышенное содержание примесей (сера, фосфор и т.д.)
|
| Свищи
| 
| Низкая пластичность металла шва
Образование закалочных структур (см. 1.4 Род и полярность тока) Напряжение от неравномерного нагрева (см. 1.2 Напряжение дуги)
|
| Перегрев (пережог) металла
| 
| Чрезмерный нагрев около шовной зоны (см. 1.4 Род и полярность тока) Неправильный выбор тепловой мощности (см. 1.2 Напряжение дуги) Завышенные значения мощности пламени или сварочного тока (см. 1.1 Сварочный ток)
|




