Сверла для ремонта жиклеров (табл 1)
Рис. 2(б). Комплект инструментов мод. 630: 1 — металлический футляр, 2, 3, 10 — ключи для разборки муфты автоматического опережения впрыскивания, 4 — ключ для регулирования подачи топлива, 5 — приспособление для разборки толкателя, 7 — динамометрический ключ для штуцеров нагнетательных секций, 8 — съемник нагнетательных клапанов, 9 — ключ для регулирования толкателей насоса Ремонт непрецизионных деталей считается целесообразным в том случае, если обнаруженные износы и повреждения не слишком серьезны и технологически устранимы. Например, при износе отверстий под гильзу плунжера или под седло нагнетательного клапана, а также при повреждении резьбы под штуцер деталь бракуют. Ремонт непрецизионных деталей выполняют обычными способами. Трещины на корпусе насоса заделывают эпоксидными пастами — клеевыми материалами на основе эпоксидной смолы и металлического порошка — следующим образом: разделывают трещину по всей ее длине и засверливают концы; обезжиривают поверхность, наносят пасту и сушат ламповыми излучателями. Заваривание трещин на корпусе насоса не рекомендуется, так как нагрев может вызвать деформацию и нарушение соосностей посадочных поверхностей. Для восстановления размера отверстий в корпусе насоса также используют эпоксидные пасты или ставят втулки. В последнем случае отверстие растачивают до большего диаметра и запрессовывают ремонтную втулку, затем отверстие во втулке растачивают или развертывают до номинального размера.
Рис. 2 (в). Нагнетательный клапан: 1 — седло, 2 — разгрузочный поясок, 3— пружина. Перед расточкой отверстия в каждом случае выставляют корпус по отношению к шпинделю станка на индикаторном приспособлении. Таким образом можно восстанавливать отверстия под опоры кулачкового вала, заменять втулки рейки насоса. При износе отверстий под толкатель их восстанавливают развертыванием под увеличенный размер, при этом базой служит кондукторная втулка, вставленная в отверстие под гильзу плунжера. При восстановлении поврежденной резьбы М5, Мб и М8 для крепления деталей рекомендуется постановка ввертышей диаметрами соответственно М8, MIO иМ12. Изготовляют их из латуни, а ставят на эпоксидную смолу. Изогнутый кулачковый вал насоса выправляют на гидравлическом прессе, применяя подставку с призмами и индикатор. Изношенные опорные шейки кулачкового вала восстанавливают вибродуговой наплавкой с последующим шлифованием. Риски, задиры или следы неравномерного износа поверхности кулачков устраняют шлифованием на копировально-шлифовальном станке. Шпоночный паз и резьбовые концы вала восстанавливают до номинальных размеров также наплавкой с последующей механической обработкой. Ремонт прецизионных деталей насоса высокого давления выполняют только после их контрольной проверки и выяснения необходимости ремонта. Нагнетательный клапан из корпуса насоса вынимают специальным съемником после демонтажа штуцера, ограничителя хода клапана и пружины. Клапан и седло промывают отдельно в чистом дизельном топливе, обдувают сжатым воздухом и тщательно проверяют состояние их поверхностей. На конических притертых поверхностях не должно быть кольцевой выработки и рисок. Если обнаружены риски, следы коррозии или незначительный износ, конус клапана и фаску седла взаимно притирают пастой ГОИ. Проверяют также свободу перемещения клапана в седле — он должен двигаться без заеданий. Если притирка не устраняет глубоких задиров или следов выработки, детали клапана бракуют. Отремонтированные нагнетательные клапаны испытывают на плотность по конусу и разгрузочному пояску. Плотность клапана по конусу проверяют воздухом под давлением 0,5—0,6 МПа. Для этого клапан в сборе с оправкой опускают в сосуд с дизельным топливом, а воздух подводят через оправку со стороны конуса клапана. Выделение небольшого количества воздушных пузырьков со стороны цилиндрической части клапана характеризует удовлетворительное качество притирки. Плотность клапана по разгрузочному пояску определяют ротаметром — прибором, работающим на принципе подвода воздуха к клапану от магистрали и замере его расхода через поднятый на высоту (1,3+0,01) мм клапан. Годные клапаны сортируют на две группы по показаниям плотности в зависимости от диаметрального зазора разгрузочного пояска. Первая группа имеет диаметральный зазор 0,002—0,004 мм, вторая — 0,004—0,006 мм. Номера групп наносят на поверхность седла клапана.
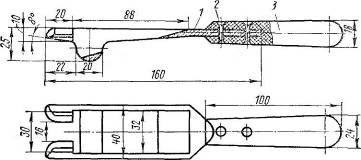
Рис. 2(г). Рычаг для отжатия пружин толкателей плунжеров: 1 — рычаг, 2 — заклепка, 3 — ручка Для ремонта деталей нагнетательной секции насоса ее разбирают после снятия нагнетательного клапана. Вал насоса устанавливают так, чтобы кулачок отошел от толкателя разбираемой секции и пружина разгрузилась. Затем вводят рычаг под пружину, сжимают ее и извлекают пинцетом нижнюю тарелку пружины. Далее вывертывают установочный винт гильзы плунжера и из гнезда корпуса насоса вынимают вверх плунжерную пару. Детали плунжерной пары промывают в дизельном топливе и проверяют их состояние, для чего выдвигают плунжер из гильзы на 40—50 мм и в вертикальном положении наблюдают его опускание под действием собственного веса. Он должен опускаться плавно, без заеданий до упора в торец при любых углах поворота относительно гильзы. После этого гильзу и плунжер осматривают через увеличительное стекло. Их соприкасающиеся поверхности должны иметь матовый оттенок без пятен и рисок. Повреждения на торце плунжера устраняют притиркой на плите пастой ГОИ. Глубокие риски на цилиндрической поверхности плунжера устраняют на притирах — приспособлениях, предназначенных для ремонта плунжерной пары. Притиры для цилиндрической поверхности, представляющие собой чугунные разрезные конусные втулки, вставляемые в оправки, делятся на предварительные и чистовые. При последовательном применении они обеспечивают необходимую шероховатость поверхностей. После притирки детали плунжерной пары комплектуют таким образом, чтобы плунжер плотно входил в гильзу на 1 /3 рабочей зоны, а затем их притирают пастой ГОИ, оксидами алюминия или хрома. Закончив притирку плунжера к гильзе, детали тщательно промывают в бензине и осматривают. Они должны иметь на рабочих поверхностях ровный блеск с едва различимыми мельчайшими рисками от притирки. Обезличивание притертой плунжерной пары при сборке не допускается. После комплектования и взаимной притирки плунжерную пару проверяют на свободу перемещения плунжера (рассмотрено выше) и герметичность. Испытание плунжерной пары на герметичность проводят на гиревом стенде. Его основными элементами являются корпус 7 держателя,вкоторый установлена съемная втулка 4, и груз с системой рычагов, воздействующий на толкатель 1. Проверяемую плунжерную пару 3 устанавливаютвсъемную втулку 4 стенда и герметично закрывают отверстие гильзы пятой 5 с помощью штока 8 и винтового зажима 9. В надплунжерное пространство гильзы вводят смесь топлива с керосином, имеющую вязкость 1,8—2 мм2 /с при 20°С. Испытание начинается с момента отпускания защелки 2,в результате чего груз перемещается вниз и через систему рычагов и толкатель 1 начинает давить на плунжер. При этом на топливо передается давление (20± ±0,5) МПа, вследствие чего топливо вытесняется в зазор между плунжером и гильзой, а плунжер перемещается вверх. Время полного перемещения плунжера до момента отсечки должно составлять не менее 10 с. В зависимости от времени перемещения плунжера все плунжерные пары по результатам испытания разбивают на четыре группы (от 10 до 40 с) и насос комплектуют нагнетательными секциями одной группы. Нагнетательные секции в насосе собирают в обратной последовательности. Поворачивают кулачковый вал насоса так, чтобы толкатель собираемой секции занял нижнее положение. Затем на поворотную втулку ставят верхнюю тарелку и пружину и детали ориентируют так, чтобы при сцеплении зубьев венца и рейки паз венца был перпендикулярен рейке, а средний зуб венца находился в зацеплении с рейкой, которая занимает среднее положение. Далее промытую в дизельном топливе плунжерную пару устанавливают в гнездо корпуса насоса и поводок плунжера вводят в паз поворотной втулки. (При установке плунжерной пары паз поворотной втулки и риска на поводке плунжера должны быть обращены в сторону окна корпуса насоса.) Затем щупом совмещают стопорный паз на гильзе плунжера с отверстием в корпусе и стопорят гильзу болтом. С помощью приспособления сжимают пружину толкателя и ставят нижнюю тарелку. Затем передвигают рейку, проверяют плавность ее перемещения и ход, который должен составлять 25 мм. После сборки плунжерной пары устанавливают нагнетательный клапан, затягивая нажимный штуцер динамометрическим ключом с моментом затяжки 100—120 Н -м, и вновь проверяют плавность хода рейки насоса. Собранный насос испытывают на герметичность, произведя его опрессовку под давлением топлива 2 МПа. Перед испытанием на соединительные ниппели и топливоотводящий штуцер устанавливают заглушки. Давление открытия нагнетательных клапанов проверяют поочередным снятием заглушек с ниппелей. После указанной проверки отремонтированный насос испытывают и регулируют на стенде СДТА-1, а затем устанавливают на двигатель.
|