
Стеклопластики. Полимерные связующие и армирующие волокна. Технологические стадии получения изделий из полимерных композиционных материалов
Композиционные материалы (КМ) получ. При объемном сочетании хим. разнородных материалов с четкой границей раздела между ними. КМ обладают свойствами, кот. не могут обеспечить их комп-ты в отдельности. Компонент КМ, кот. непрерывен по всему V, наз. матрица. Прерывистый комп-т – наполнитель. Стекло как наполнитель использ-ся в виде шариков, волокнистых материалов (нити, ткани, сетки, ленты). Стеклопластики – это сочетание полимерных композиций и армирующего материала (нити, ткани, сетки). Обладают высокой прочностью при небольшой плотности; использ. в ка-ве конструкционных мктериалов (при изгот. корпусов автомобилей, лодок, яхт). По виду связующего (то, из чего делают матрицы) различают: 1. Термопластичное связующее – для них хар-ны обратимые переходы ж.-тв. при нагреве или охлаждении; 2. Термореактивные – под возд-ем тепла или катализаторов необратимо переходят в тв состояние (оксидные смолы). В зависимости от направления армирующего материала различают след. группы стеклопластиков: 1. Ориентированные: - однонаправленные (при использ. нитей, ровингов); - со сложной схемой армирования (при использ. ткани, сетки, ленты); 2. Хаотически-армированные (при получ. Стеклопластиков использ рубленая нить)
При сложной схеме армирования для стекла Е Прочность однонаправленных стеклопластиков зав. от
2 кривая:: При V > Vmin, При 100% содержания волокна Введение небольшого кол-ва волокна приводит к снижению прочности КМ. Технол. стадии получения изд. из стеклопластиков: 1. Подготовка армирующего материала (удаление текстильного замасливателя; обработка аппретами, кот. повышают прочность связи волокон со связующим); 2. Подготовка связующего. Оно может содержать: основной комп-т – смола, отвердители, каt, пластификаторы, пигменты, растворитель. Эта смесь наз. компаунд. 3. Пропитка – нанесение компаунда на пов-ть армирующего материала и заполнение объема между волокнами; протягивание арматуры через жидкое связующее – это пропитка купающимся роликом. 4. Принудительная прокачка связующего через арматуру – пропитка может проводиться в проц. формования и выделяться в отдельную операцию, т.е. ткани, ленты пропитывают связующими, затем подсушивают и получают заготовки – препреги. 5. Формование изделий: 1. прессование (собир. пакеты из препрегов и уплотняют на прессах при Р до 15 МПа, т.е. получ. текстолиты); 2. контактное формование – ткань уклад. на матрицу, пропит. связующим с пом. ручного валика; 3. напыление – с пом. распылителя может наноситься связующее, в кот. распределен рубленый ровинг. Такой способ использ. при изгот. крупн. изделий. 4. намотка – пропитывается связующим арматура, наматывается на оправку (трубы, стержни); 5. Пултрузия – вытягивание стеклопластичных профилей через нагретую фильеру, примен. при изгот. оконных профилей; 6. отверждение – форм-ся стр-ра матер., фиксир-ся форма изд. В отвержденных КМ возник. след. напряжения: 1. Структурный – вызванные напряжениями арматуры (в проц. намотки); 2. Усадочные – возник. в следствие усадки (2-30%). Если напряжения слишком велики, изд. может растрескаться; 3. Термические – связаны с разностью ТКЛР. Со временем напряжения релаксируют.
|
 растяжения (однонаправленные) стеклопластики при использ. волокна типа Е =1600 МПа, волокна типа S = 2100 МПа. Такие хар-ки обеспечиваются при измерении в направлении волокна. При измерении в перпендикулярном направлении волокна
растяжения (однонаправленные) стеклопластики при использ. волокна типа Е =1600 МПа, волокна типа S = 2100 МПа. Такие хар-ки обеспечиваются при измерении в направлении волокна. При измерении в перпендикулярном направлении волокна 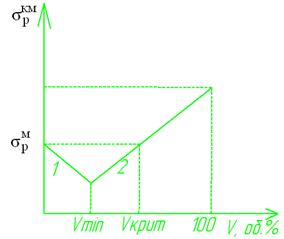 1 кривая:
1 кривая: 
 .(
.( – прочность на раст. волокна). Это справедливо при
– прочность на раст. волокна). Это справедливо при  не более 70%, т.к. при большем количестве из-за возникающих в КМ напряжений появляются трещины и рсслоения.
не более 70%, т.к. при большем количестве из-за возникающих в КМ напряжений появляются трещины и рсслоения. .
.


