ОСНОВНЫЕ УЗЛЫ ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКОВ И ИХ НАЗНАЧЕНИЕ
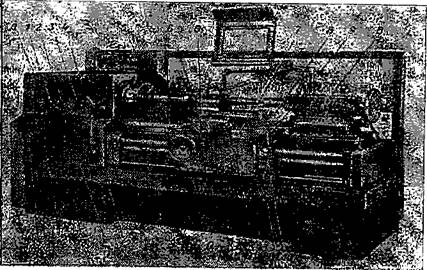
Токарно-винторезные станки имеют практически однотипную компоновку, примером которой может служить станок 16К20 (рис. 44). Основными его узлами являются станина, передняя (шпиндельная) бабка, в которой могут быть размещены коробка скоростей, коробка подач, суппорт с резцедержателем и фартуком, задняя бабка.
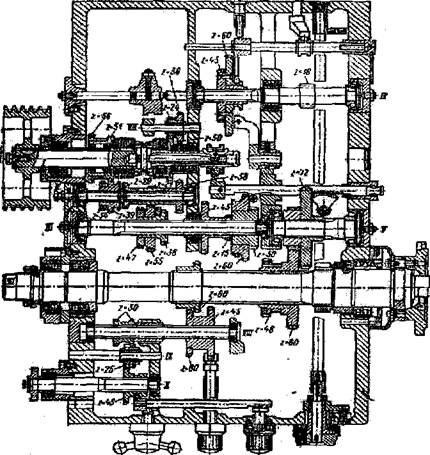
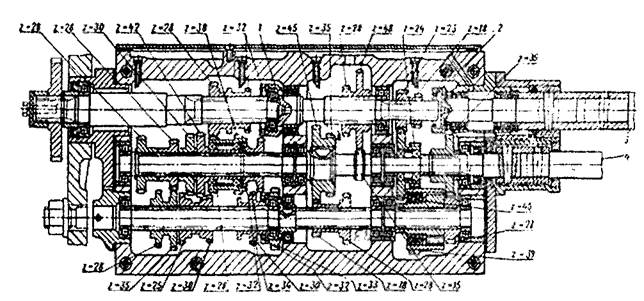
Рис. 44. Общий вид тскарно-винтирезиого станка 16К20: А-передняя (шпиндельная) бабка; Б - суппорт; В - задняя бабка; Г - фартук; Д-станина; Е - коробка подач; 1,4- рукоятки управления коробкой скоростей; 2 - грибок установки нормального, увеличенного шага резьбы и положения при делении многозаходных резьб; 3 - грибок управления правых и левых резьб; 5 - маховик ручного продольного перемещения суппорта; 6 - рукоятка ручного поперечного перемещения суппорта; 7 -кнопочная станция; S - кнопка включения быстрых перемещений суппорта; 9 - рукоятка включения, выключения и реверсирования продольной и поперечной подач суппорта; 10, 12 - рукоятки включения, выключения и реверсирования вращения шпинделя; 11 -рукоятка включения маточной гайки фартука; 13, 14, 15 - рукоятки управления коробкой подач. Станина служит для монтажа всех основных узлов станка и является его основанием. Наиболее ответственной частью станины являются направляющие, по которым перемещаются каретка суппорта и задняя бабка. Передняя бабка закреплена на левом конце станины. В ней находится коробка скоростей станка, основной частью которой является шпиндель, вращающийся в подшипниках качения или скольжения. В корпусе передней бабки размещен также механизм коробки скоростей. Развертка коробки скоростей станка 16К20 показана на рис. 45. В некоторых, станках коробка скоростей размещена в передней тумбе станины. В этом случае коробка скоростей связана со шпинделем ременной передачей. Такие станки называются станками с разделенным приводом
Рис.45. Развёртки коробкискоростей станка 16К20 Задняя бабка служит для поддержания обрабатываемой детали в центрах, а также закрепления инструментов при обработке отверстий (сверл, зенкеров, разверток) и нарезания резьбы (метчиков, плашек). Относительно направляющей плиты корпус бабки может перемещаться в
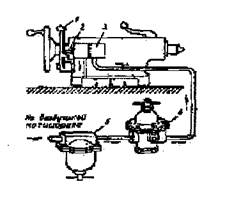
Рис. 46. Задняя бабка станка 16К20 Коробка подач (рис. 47) служит для передачи вращения от шпинделя или от отдельного привода ходовому валу 4 или ходовому винту 3, а также для изменения их частоты вращения с целью получения необходимых подач или определенного шага при нарезании резьбы. Это достигается изменением передаточного отношения коробки подач. Коробка подач связана со шпинделем станка гитарой со сменными зубчатыми колесами. Муфты 1 и 2 служат для передачи на прямую вращения ходовому винту и ходовому валу. Фартук предназначен для проебразования вращательного движения ходового вала и ходового винта в прямолинейное поступательное движение суппорта.
Рис. 47. Развертка коробки подач станка 16К20
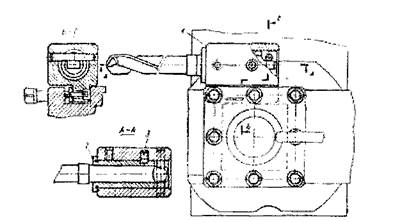
Рис. 48. Схема суппорта и резцедержатель станка 16К20 резцовая каретка (верхняя каретка) 4. Поворотную часть суппорта можно устанавливать под углом к линии центра станка. У суппорта имеется задний резцедержатель 3, который устанавливают на поперечных салазках и используют для прорезания канавок. Резцедержатель станка 16К20 (рис. 48, б) можно фиксировать и надежно закреплять с помощью конусного сопряжения с опорой. Фиксация в основных четырех положениях осуществляется подпружиненным шариком, расположенным в резцедержателе и заскакивающим в гнезда конусного основания. При повороте резцедержателя рукояткой 1 вначале колпак 2 сходит по резьбе с центрального винта 3 опоры, затем подпружиненные фрикционные колодки, связанные со штифтами, прижимаются к расточке колпака и таким образом передают вращение на резцедержатель.
Рис. 49. Держатель для центрового инструмента При зажиме вначале поворачивается колпак вместе с резцедержателем, а после фиксации резцедержателя колпак, преодолевая трение колодок, навинчивается на винт окончательно, надежно закрепляя резцедержатель.
Рис. 50. Резцовая оправка для обработки деталей над выемкой в станине Держатель центрового инструмента. У станка 16К20 имеется держатель центрового инструмента (рис. 49) (под выражением центровой инструмент понимается режущий инструмент для обработки отверстий, ось которых совпадает с осью шпинделя, например сверла, зенкера, развертки и т. п.). Этот инструмент применяют при обработке отверстий с ручной и механической подачами каретки суппорта. Держатель 1 устанавливают в ту позицию резцедержателя, которая имеет соответствующую маркировку, обозначающую сверло. В цилиндрическое отверстие держателя вставляют втулку 2 с коническим отверстием для инструмента и стопорят винтом 5. Совмещение осей режущего инструмента и шпинделя осуществляется перемещением поперечных салазок суппорта до совпадения визира с риской на каретке, обозначенной символом, идентичным нанесенному на резцедержателе. Резцовая оправка для обработки деталей над выемкой в станине (рис. 50). Оправку применяют на станке 16К20Г при обработке деталей диаметром до 600 мм и длине 295 мм от торца фланца шпинделя для предотвращения свисания каретки с направляющих станины. Оправку 1 устанавливают в держателе 2, а резец 3 крепят винтами 4. Обработку с использованием оправки следует проводить на минимальных режимах.
|
 Суппорт служит для закрепления режущего инструмента и сообщения ему движений подачи. Суппорт (рис. 48, а) состоит из каретки (нижних салазок) 1, которая перемещается по направляющим станины; поперечных салазок 2, скользящих по направляющим каретки 1 в поперечном к оси заготовки направлении; поворотной части 5 с направляющими, по которым перемещается
Суппорт служит для закрепления режущего инструмента и сообщения ему движений подачи. Суппорт (рис. 48, а) состоит из каретки (нижних салазок) 1, которая перемещается по направляющим станины; поперечных салазок 2, скользящих по направляющим каретки 1 в поперечном к оси заготовки направлении; поворотной части 5 с направляющими, по которым перемещается