ОБЩИЕ СВЕДЕНИЯ. Токарно-револьверные станки применяют в серийном производстве для обработки деталей сложной конфигурации из прутков или из штучных заготовок
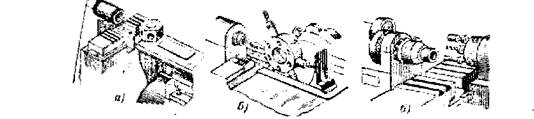
Токарно-револьверные станки применяют в серийном производстве для обработки деталей сложной конфигурации из прутков или из штучных заготовок. В зависимости от этого токарно-револьверные станки делятся на прутковые и патронные. На токарно-револьверных станках можно выполнять почти все основные токарные операции. Применение этих станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется последовательное применение различных режущих инструментов: резцов, сверл, разверток, метчиков и т. д. Инструменты в необходимой последовательности крепят в соответствующих позициях револьверной головки и резцедержателях поперечных суппортов. Все режущие инструменты устанавливают заранее, при наладке станка, и в процессе обработки они поочередно или параллельно вводятся в работу. При наличии специальных державок можно в одном гнезде револьверной головки закрепить несколько режущих инструментов. Величина хода каждого инструмента ограничивается упорами, которые выключают продольную и поперечную подачи. После каждого рабочего хода револьверная головка поворачивается и рабочую позицию занимает новый режущий инструмент. По конструкции револьверной головки станки делятся на станки с вертикальной (рис. 62, а) и горизонтальной (рис. 62, б, в) осями вращения револьверной головки. Револьверные головки бывают цилиндрические и призматические. Головки цилиндрической формы выпускают с горизонтальной и вертикальной осями вращения, с расположением горизонтальной оси параллельно или перпендикулярно оси станка. Головки призматической формы обычно бывают с шестью гранями. Типажом станков предусмотрены токарно-револьверные станки с наибольшим диаметром обрабатываемых прутков 10, 16, 18
Рисунок 62. Револьверные головки 25, 40, 65 и 100 мм. Патронные токарно-револьверные станки выпускают с наибольшим диаметром обрабатываемой детали от 160 до 630 мм. В токарно-револьверных станках частота вращения и подача переключаются в основном с помощью командоаппаратов. Основными размерами, характеризующими прутковые револьверные станки, являются наибольший диаметр обрабатываемого прутка и диаметр отверстия шпинделя, а размерами, характеризующими станки для работы в патроне, - наибольший диаметр обрабатываемой в патроне детали над станиной и над суппортом. К основным размерам относится и максимальное расстояние от переднего конца шпинделя до передней грани или торца револьверной головки и наибольшее перемещение головки. К преимуществам токарно-револьверных станков по сравнению с токарными относятся возможность сокращения машинного времени в результате применения многорезцовых державок и одновременной обработки детали инструментами револьверной головки и поперечного суппорта и сравнительно малые затраты вспомогательного времени вследствие предварительной настройки станка на обработку несколькими инструментами.
|