КАРУСЕЛЬНЫЕ СТАНКИ
Карусельные станки применяют для обработки тяжелых деталей большого диаметра, но сравнительно небольшой длины. На них можно обтачивать и растачивать цилиндрические и конические поверхности, подрезать торцы, прорезать кольцевые канавки, сверлить, зенкеровать, развертывать и т. д. Основными размерами карусельных станков считаются наибольший диаметр и высота обрабатываемой на станке заготовки. При этом каждая последующая по размеру модель станка позволяет обрабатывать заготовку в 1,26 раза большую по диаметру, чем предыдущая, т. е. у карусельных станков принят знаменатель размерного ряда <р = 1,26.
Рисунок 58. Общий вид одностоечного карусельного станка 146 По компоновке карусельные станки делятся на одностоечные и двухстоечные. Двухстоечные предназначены для обработки деталей диаметром свыше 2000 мм. Карусельные станки, на которых обрабатывают детали диаметром свыше 6300 мм, выпускают единицами, и их принято называть уникальными станками. На рис. 58 дан общий вид одностоечного карусельного станка. Обрабатываемую заготовку закрепляют на планшайбе /, которая осуществляет вращательное (главное) движение. На траверсе 2 расположен револьверный суппорт 3 с головкой 4. На стойке 5 расположен боковой суппорт 6. Револьверная головка и боковой суппорт имеют горизонтальные и вертикальные подачи. Кроме того, траверса получает быстрое установочное вертикальное перемещение. Режущий инструмент закрепляют в резцедержателе бокового суппорта и в револьверной головке. Двухстоечные карусельные станки имеют некоторые особенности. В станках средних и тяжелых типоразмеров основой является замкнутый контур, образуемый основанием с планшайбой, стойками и перекладиной. Стойки крепят к основанию и наверху скрепляют перекладиной. Уникальные станки выполняют с двумя планшайбами: внутренней и наружной (кольцевой), приводимыми в движение независимо одна от другой или же совместно. Внутренняя планшайба вращается с большей частотой, чем наружная. Применение двух планшайб позволяет обрабатывать детали различных диаметров при наиболее выгодных режимах резания. Портал у этих станков делают передвижным и устанавливают в зависимости от диаметра обрабатываемых деталей. Двухстоечные станки имеют два вертикальных суппорта на поперечине и боковой суппорт, перемещающийся по направляющим правой стойки (у большинства двухстоечных станков поставляется по особому заказу). На тяжелых станках иногда устанавливают третий вертикальный суппорт, перемещающийся по направляющим дополнительной консольной поперечины, жестко скрепленной с основной. Главными направлениями совершенствования конструкций карусельных станков являются повышение их производительности путем увеличения быстроходности и мощности, снижения затрат вспомогательного времени в результате облегчения и автоматизации процесса управления, расширения технологических возможностей обработки и конструктивных улучшений отдельных элементов станка.
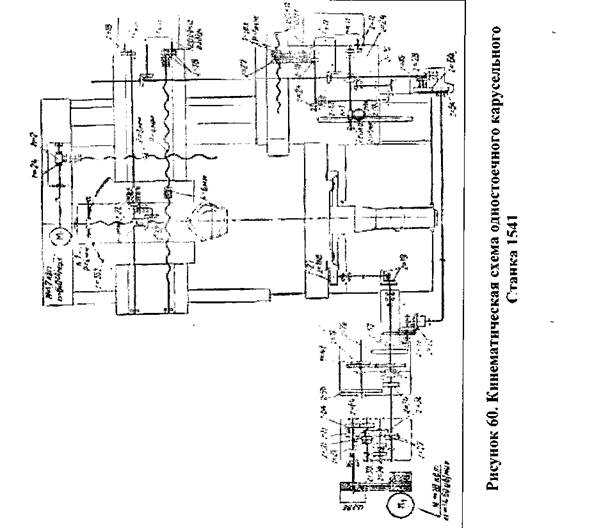
Рисунок 59. Одностоечный карусельный станок 1541 Одностоечный карусельный станок 1541 (рис. 59) является универсальным и предназначен для обработки деталей с наибольшими диаметром 1600 и высотой 1000 мм. Станок имеет обычную для одностоечных карусельных станков компоновку. Основой станка являются жестко скрепленные между собой основание и станина. По направляющим станины передвигается поперечина, несущая вертикальный и боковой суппорты. В нижней части станины (внутри) размещается коробка скоростей, а сзади (в верхней части) имеется ниша, в которой монтируют электрооборудование станка. Внутри станины помещается груз, уравновешивающий через систему блоков боковой суппорт. Планшайба установлена на плоскую круговую направляющую, воспринимающую осевые нагрузки от планшайбы, заготовки и от сил резания. Направляющие планшайбы покрыты текстолитовыми накладками, что позволяет повысить частоту вращения планшайбы до 200 об/мин, а также снизить потери на трение и вероятность образования задиров на направляющих. Шпиндель жестко скреплен с планшайбой и установлен на двухрядных роликовых подшипниках с конусным отверстием внутреннего кольца. Подшипники обеспечивают плавность и точность вращения шпинделя в результате выбора радиального зазора при запрессовке их на конические шейки шпинделя. Эти подшипники воспринимают возникающие при резании радиальные нагрузки на планшайбу. Привод планшайбы осуществляется от установленного рядом со станком на фундаменте асинхронного электродвигателя через клиноременную передачу, коробку скоростей, конические и цилиндрические колеса (рис. 60). Коробка скоростей позволяет получить 18 различных значений частоты вращения планшайбы в диапазоне 1 :50. Для пуска и торможения планшайбы служат фрикционные муфты. Для компенсации износа дисков и сохранения постоянного давления на них в муфты встроены жесткие тарельчатые пружины. Переключение скоростей дистанционное, электрогидравлическое и производится с подвесного кнопочного пульта. Коробки подач вертикального и бокового суппортов приводятся в движение от последнего вала коробки скоростей через систему зубчатых передач, вертикальный вал и путем переключения блоков зубчатых колес обеспечивают каждому суппорту по 18 независимых горизонтальных и вертикальных подач в пределах 0,45- 16 мм/об планшайбы. Выбор и переключение рабочих подач производят двумя рукоятками, расположенными на передних крышках. Одна рукоятка служит для выбора нужной подачи; а вторая - для ее включения. В каждой коробке подач имеется по шесть электромагнитных муфт, из которых четыре рабочие, соответствующие четырем направлениям движения каждого суппорта (к центру, от центра, вверх и вниз), и две тормозные. Применение электромагнитных муфт обеспечивает дистанционное управление включением и выключением рабочих подач и быстрых установочных перемещений суппортов, а также позволяет при применении дополнительных устройств обрабатывать сложные фасонные по-
верхности с помощью копира. Для быстрых установочных перемещений суппортов применены отдельные электродвигатели мощностью 1,7 кВт, по одному на каждой коробке подач. Поперечина перемещается по вертикальным направляющим станины, выполненным в форме ласточкина хвоста. Перемещение производится винтом, приводимым от отдельного электродвигателя мощностью 1,7 кВт через червячный редуктор, установленный на станине. Поперечина зажимается автоматически с помощью рычагов, находящихся постоянно под действием сильных тарельчатых пружин, а разжимается гидравлически через мембранный механизм. Привод перемещения поперечины и механизм зажима сблокированы так, что при нажиме на одну из кнопок перемещения сначала происходит разжим, а потом перемещение поперечины в нужном направлении. После окончания перемещения поперечина автоматически зажимается. Вертикальный суппорт перемещается по прямоугольным направляющим поперечины. Конечными звеньями привода салазок и ползуна являются винтовые пары с разрезными гайками с натяжными устройствами для выбора зазоров, возникающих в результате износа винтовой пары. На нижнем конце ползуна имеется пятигранная револьверная головка, поворот и зажим которой производят одной рукояткой. Головка имеет шесть позиций. Пять из них являются основными, при которых ось отверстия для инструмента совпадает с осью" планшайбы или параллельна ей, а шестая служит для уменьшения вылета резца при обтачивании. Для облегчения перемещения вертикального суппорта и постоянного одностороннего выбора зазора ползун уравновешивается грузом, расположенным на суппорте. Суппорт может быть повернут на 45° в обе стороны от вертикали. Боковой суппорт перемещается по вертикальным направляющим станины с помощью реечной пары и уравновешивается грузом, размещенным в станине. Ползун бокового суппорта перемещается в прямоугольных направляющих суппорта с помощью винтовой пары с -разрезной гайкой. Приспособление для нарезания резьбы и обработки конических поверхностей на станке 1541 применяют для обработки внутренних и наружных конусов с углом при основании конуса 8-82° и нарезании цилиндрических резьб с шагом 1-40 мм. При обработке конусов валы горизонтальной и вертикальной подач соединяются сменными зубчатыми колесами гитары, а при нарезании резьбы гитара связывает один из валов коробки подач с валом вертикальной подачи, минуя муфту обгона и электромагнитные муфты. При нарезании резьбы в несколько проходов попадание резца в нитку резьбы обеспечивается однокулачковой муфтой. Переключение на обработку конуса и нарезание резьбы производится одной рукояткой, расположенной на кожухе коробки подач.
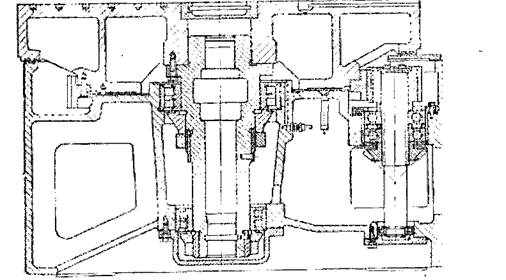
Рисунок 61. Основание одностроечного карусельного станка!541 Кроме того, по особому заказу могут быть изготовлены следующие приспособления к станку: приспособления для работы по упорам, для" обработки фасонных тел вращения по копиру, система охлаждения и само центрирующая планшайба. Большинство кнопок управления вынесено на подвесной пульт, который можно перемещать в зоне обслуживания станка, что сводит к минимуму затраты времени по управлению станком. Наиболее важным узлом, от которого в основном зависят геометрическая точность и шероховатость обрабатываемых деталей, производительность, долговечность и надежность работы карусельного станка, является основание с планшайбой (рис. 61). Планшайбы и основания карусельных станков должны иметь достаточную жесткость и виброустойчивость, высокую точность вращения. Направляющие и шпиндельные опоры планшайбы должны иметь высокую работоспособность и долговечность с длительным сохранением первоначальной точности, высокий КПД. Характеристика станка. Наибольший диаметр обрабатываемой детали без бокового суппорта равен 1600 мм; наибольший диаметр обрабатываемой детали боковым суппортом 1400 мм; диаметр планшайбы 1400 мм; наибольшая высота обработки 1000 мм; частота вращения планшайбы 4—200 об/мин; число частот вращения планшайбы 18; пределы подач 0,045—16 мм/об; число подач 18; мощность электродвигателя главного привода 28 кВт; масса станка около 17 300 кг.
|