ПРИТИРОЧНЫЕ СТАНКИ
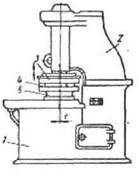
Принцип работы. Притирка осуществляется притирами, на поверхность которых наносят мелкозернистый абразивный порошок, смешанный со смазкой или пастой. Притиры могут быть чугунные, стальные, бронзовые, свинцовые, из твердых пород дерева и т. п. В качестве абразивного порошка используют наждак, электрокорунд, алмазную пыль, карбид кремния и др., а в качестве пасты - окись хрома, окись алюминия, крокус, венскую известь и др. Во время притирки абразивный порошок смачивают керосином или скипидаром. Припуск на притирку оставляют примерно равным 0,005-0,02 мм. На притирочных станках можно обрабатывать различные наружные и внутренние поверхности, в том числе и плоские, притирать шейки коленчатых валов, кулачки распределительных валиков, концевые меры, пробки-калибры, зубчатые колеса и т. п. На рис. 121 показана схема притирочного станка. В корпусе станины 1 помещен привод притира 5. Притир 3, соединенный со шпинделем станка, помещенным в колонне 2, получает вращательное движение и движение по вертикали. Притирка деталей происходит притирами 3 и 5, между которыми помещен сепаратор 4. Обрабатываемые детали свободно помещаются в гнездах сепаратора, который расположен либо эксцентрично относительно осей притиров, либо концентрично.
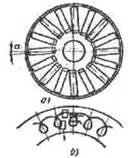
Рис 121. Схема притирочного станка, работающего металлическими дисками Рис. 122. Сепараторный диск В первом случае сепаратор свободно насаживают на ось, который вращается в направлении притира 5. Во втором случае сепаратор получает колебательное возвратно-поступательное движение от отдельного привода. Сепараторный диск (рис. 122, а) имеет поперечное перемещение для изменения эксцентриситета е его оси относительно оси вращения металлических притиров; это необходимо для обеспечения равномерного износа этих притиров. Примерная относительная траектория детали во время обработки показана на рис. 121,6 Универсальный притирочный станок 3816 (рис. 123). Станок предназначен для обработки плоских и цилиндрических поверхностей. Шпиндель 5 станка вращается от электродвигателя (N = 7,8 кВт) через 150 4 тт клиноременную передачу —, червячную передачу —, карданный вал 11 с 320 о двумя универсальными шарнирами и клиноременную передачу -—.В результате этого притир 2 также получает вращательное движение. Вращение нижнему диску 1 передается от того же электродвигателя через вал III, червячную передачу — и втулку 8. При обработке плоских поверхностей сепаратору сооб-
Рис. 123. Кинематическая схема пригни рочного станка 3816. щается принудительное колебательное движение от кривошипного пальца 3. Палец 3 укреплен в шайбе 7, и его можно радиально перемещать для изменения эксцентриситета, что позволяет изменять величину колебательного движения сепаратора. Шайба 7 вращается от вала III через червячную 4 40 34 л передачу —, цилиндрические пары —,— и вал 1. При притирке цилиндрических поверхностей во избежание завала их концов сепаратор остается во время работы неподвижным, для чего выключают муфту 9. Подвод и прижим притира 2 к обрабатываемым деталям осуществляется гидромеханизмом, работающим от шиберного насоса, который работает от отдельного электродвигателя мощностью 1 кВт (насос и электродвигатель на схеме не показаны). Гидромеханизм включает в себя гидроцилиндры 4 и 6, поршневые штоки которых соединены с патроном притира 2. Станок снабжен механизмом для автоматической остановки после окончания притирки, продолжительность которой задается.
|