Измерение цилиндрических отверстий и внутренних канавок
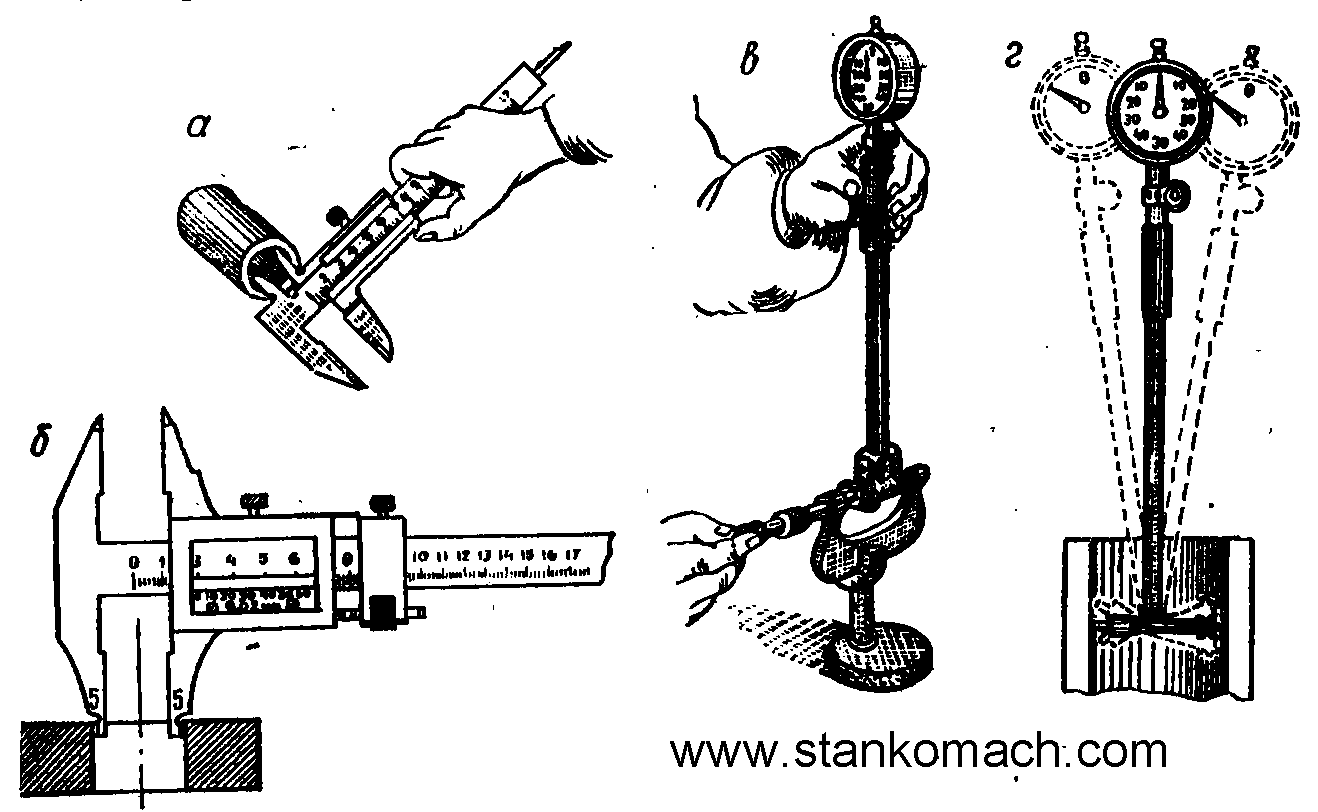
Отверстия не высокой точности измеряются штангенциркулем ШЦ-I с ценой деления 0, 1 мм (рис 69, а). Перед измерением надо выключить вращение шпинделя и очистить отверстие от стружки. Губки штангенциркуля должны располагаться в диаметральной плоскости и касаться поверхности отверстия без перекоса. Для более точных измерений применяют штангенциркули ШЦ-II с ценой деления 0, 05 мм (рис 69, б). Пользуясь ими, надо учитывать толщину губок для внутренних измерений, которая у новых штангенциркулей равна 10 мм.
Рис 69. Инструменты для измерения отверстий При обработке отверстий высокой точности (7-9-го квалитетов) используют индикаторные нутрометры, позволяющие производить измерения с точностью до 0, 01 мм на значительном расстоянии от торца детали. Перед измерением нутрометр настраивают на номинальный размер по микрометру (рис 69, в), а затем поворотом шкалы устанавливают стрелку индикатора на нуль. В процессе измерения, слегка покачивая нутрометр (рис 69, г), определяют наименьшее отклонение стрелки от нуля, которое и будет соответствовать отклонению действительного размера от номинального. При изготовлении деталей крупными партиями на настроенных станках пользуются высокопроизводительным способом контроля отверстий предельными калибрами-пробками (рис 70). Такая пробка имеет проходную 1 и непроходную 2стороны, диаметры которых соответственно равны наименьшему и наибольшему предельным размерам отверстия. В процессе контроля проходная сторона пробкидолжна свободно проходить в отверстие под действием небольшого усилия руки, непроходная - не должна заходить в него. Выполняя точныеизмерения, надо учитывать расширение детали под влиянием теплоты, выделяющейсяпри резании. Поэтому, чтобы исключить возможные погрешности, отверстие перед измерением следует охладить эмульсией.
ис 70. Контроль отверстия калибром-пробкой
Рис 71. Измерение внутренних канавок При измерении внутренних канавок их глубину можно определить кронциркулем и линейкой (рис 71, а). Для этого кронциркуль сначала устанавливают на размер толщины стенки деталиа, а затем, не изменяя раствора ножек, прижимают одну из них к поверхностиканавки. Расстояние от наружной поверхности до второй ножки, измеренноелинейкой, будет соответствовать глубине канавки. Ширина ирасположение по длине канавки могут быть измерены линейкой (рис 71, б), штангенциркулем или специальным шаблоном.
|