Нагружение клети распором
Распор клети – это такое дополнительное нагружение валков или других ее элементов, при котором увеличение усилия деформации полосы снижает усилие распора, а снижение силы прокатки увеличивает его. Распор усилием больше нуля можно назвать эффективным. Нагружение эффективным распором непосредственно не повышает жесткость клети в процессе прокатки. Влияние такого распора на точность прокатки может быть положительным и отрицательным, в зависимости от ряда условий. В тех случаях, когда распор снижает разнотолщинность, это получается за счет уменьшения колебаний усилий и деформаций в узлах клети. Компенсирующий эффект здесь связан, в частности, с тем, сто при увеличении усилия прокатки снижается усилие распора, что снижает колебания суммарной нагрузки на клеть. Эффект распора клети сложен, зависит от его схемы и других условий и не только сказывается на точности прокатки, но и изменяет силовые, а во многих случаях и энергосиловые параметры работы клети.
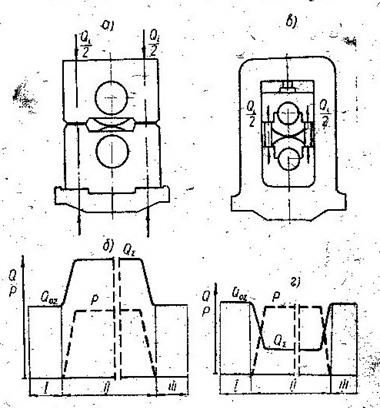
Рисунок 1.2 – Схемы предварительного нагружения клетей и колебания усилия нагружения при захвате и выходе полосы: а,б – при затяжке; в,г – при распоре. 1 и 3 – холостой ход, 2 – прокатка с усилием Р. Следует отметить, что часто практикуемый на некоторых станах холодной прокатки предварительный прижим валков с усилием, меньше силы прокатки не является эффективным распором. Такой прижим, применяемый для снижения толщины проката, является неэффективным (пассивным) распором, так как он полностью снимается при захвате полосы и поэтому не оказывает влияния на точность прокатки и жесткость клети, хотя и увеличивает среднюю эквивалентную жесткость клети при захвате полосы. Таким образом, рассматриваемые способы нагружения (затяжка и распор) значительно отличаются по сущности: - при силе прокатки большей, чем сила затяжки, затяжка непосредственно не влияет на точность (в сравнении с точностью при закрытых станинах), а распор – влияет; - нагрузка на устройство, которым затягивается клеть (стяжные болты и др.), растет в процессе захвата полосы, а при распоре нагрузка на распорные устройства при этом уменьшается. Распор обладает следующими преимуществами: - может применяться на существующих клетях без их реконструкции; - при правильном выборе параметров системы в ряде случаев можно обеспечить требуемый эффект предварительным распром с усилием, существенно меньшим, чем максимальная сила прокатки [5]; - при правильном конструктивном решении не препятствует изменению расстояния между валками при поднастройках клети. Несмотря на недостаточный опыт промышленной эксплуатации клетей с распором, есть основания считать его перспективным. Наряду с другими методами повышения точности, способ распора может найти значительную область применения на станах холодной прокатки, на листовых станах горячей прокатки и на сортовых станах. Необходимо отметить, что этот способ также не лишен недостатков и его нельзя рассматривать как универсальный. Более того, положительный эффект распора возможен только при совершенно определенных условиях, нарушение которых приведет к снижению точности прокатки [6].
|