ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
В Ворд 2007 появилась возможность добавлять подложку на страницы. В качестве подложки можно использовать текст или рисунок.
Если не подошла ни одна из предложенных подложек, можно создать свою. Для этого предназначен пункт "Настраиваемая подложка..".
Для создания текстовой подложки надо установить переключатель в положение "Текст", ввести нужный текст, настроить необходимые параметры: язык, шрифт, цвет и расположение надписи, прозрачность. Для создания графической подложки надо установить переключатель в положение "Рисунок" и нажать кнопку "Выбрать". Затем указать место размещения нужного файла изображения. При желании можно отредактировать представленные в галерее стандартные подложки. Для этого надо щелкнуть на выбранном варианте правой кнопкой мыши и выбрать команду "Изменить свойства". Удалить подложку из галереи можно с помощью пункта "Удалить подложку".
Кнопка "Цвет страницы" позволяет установить практически любой цвет для страницы. Однако, следует учитывать тот факт, что далеко на каждый цвет может воспроизвести принтер во время печати документа. Поэтому, дабы не попасть в неприятную ситуацию, лучше использовать стандартную палитру цветов. В этом случае можно быть уверенным, что цвет на экране монитора и на печати будут совпадать (насколько это вообще возможно; но это довольно обширная и сложная тема, поэтому здесь мы не будем углубляться в подробности; желающие могут более подробно ознакомиться с разнообразными цветовыми моделями посетив страницу http://grafika-online.com/rastr/lsn013.html). Также здесь можно выбрать и способ заливки фона страницы (градиентная, узором, текстурная). Или же выбрать какое-либо изображение для фона страницы. Кнопка "Границы страниц" устанавливает видимыми печатные границы страницы. Более подробно эта вкладка будет рассмотрена позже, когда будем разбирать работу с таблицами.
На панели "Абзац" расположены две опции форматирования абзаца: "Отступ" и "Интервал". Которые регулируют свободное поле по горизонтали и вертикали соответственно.
В Ворд 2007 разработчики добавили еще одну новую функцию - темы оформления, которые можно применять к текстовым документам. На вкладке "Темы", нажав кнопку "Темы" можно попасть в галерею, содержащую несколько вариантов оформления документа.
Темы можно удалять и редактировать с помощью кнопок группы "Темы": Цвета темы; Шрифты темы; Эффекты темы. Следует иметь ввиду, что при изменении параметров шрифтов будут модифицированы используемые в документы стили. Чтобы сохранить новую тему в виде отдельного файла, нужно нажать кнопку "Темы" и выбрать пункт "Сохранить текущую тему". Тема добавится в галерею, в которой появится область "Пользовательские".
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ Разработка технологического процесса механической обработки детали заканчивается составлением и оформлением комплекта документов технологического процесса. Для оформления технологических процессов применяют соответствующую технологическую документацию. Единой системой технологической документации (ГОСТ 3.1102-81) предусматривается целый ряд технологических документов: маршрутная карта, карта эскизов, операционная карта, ведомость оснастки, ведомость материалов, ведомость технологических документов и т.д. Состав и формы карт, входящих в комплект документов, зависят от вида технологического процесса (единичный, типовой или групповой), типа производства, стадии разработки документов, степени детализации описания технологических процессов и применяемых технологических методов изготовления и ремонта изделий и степени использования разработчиком средств вычислительной техники и автоматизированной системы управления производством. По степени детализации информации каждый из указанных видов технологических процессов предусматривает различное изложение содержания операции и комплектность документов. Комплектность технологических документов выбирается разработчиком. Примерный перечень технологических документов, применяемых для описания процесса изготовления детали с учётом типа производства, приведён в таблице 1.1 при обработке на универсальных станках, в таблице 1.2 – на станках с ЧПУ и таблице 1.3 – роботизированных комплексах. Таблица 1 Технологические документы, используемые на технологические процессы изготовления детали (по ГОСТ 3.1119-83 и ГОСТ 3.1121-84)
Таблица 2 Виды документов на технологические процессы и операции, выполняемые на станках
Таблица 3 Технологические документы на роботизированные технологические процессы
Комплектность документов на единичные технологические процессы регламентирована ГОСТ 3.1119 «ЕСТД. Общие требования к комплектности и оформлению комплектов документов на единичные технологические процессы» и ГОСТ 3.1121 «ЕСТД. Общие требования к комплектности и оформлению документов на типовые и групповые технологические процессы (операции)». Отражение и оформление общих требований безопасности труда в технологической документации приведены в ГОСТ 3.1120-83. В зависимости от степени детализации описания для документов единичного технологического процесса следует применять маршрутное, маршрутно-операционное или операционное описание. Маршрутное описание следует применять на стадиях «Предварительный проект» и «Опытный образец (партия)», а также в единичном и мелкосерийном типах производства. Маршрутное описание выполняется на формах МК с применением краткой формы записи содержания по всем операциям, в технологической последовательности их выполнения, без указания переходов и технологических режимов. В тексте краткого содержания операции следует указывать действия, выполняемые исполнителем, данные по исполнительным размерам (окончательным), данные по применяемым комплектующим составным частям изделия (сборочной единицы), вспомогательным материалам и т.п. Маршрутно-операционное описание единичного технологического процесса следует применять для документов, разрабатываемых на стадиях «Опытный образец (партия)». В маршрутно-операционном технологическом процессепредусматривается краткое описание содержания отдельных операций в МК, а остальные операции оформляют на ОК. Операционное описание следует применять для документов серийного (массового производства). В операционном технологическом процессеМК содержит только наименование всех операций в технологической последовательности, включая контроль и перемещение, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты. Более подробно содержание операции оформляют на ОК. При маршрутно-операционном и операционном описании указывают данные по технологическим режимам. Простановку необходимых данных по технологическим режимам следует выполнять в тексте содержания операции (перехода) или с новой строки после записи содержания операции (перехода) и указания данных по технологической оснастке с привязкой к служебному символу «Р». Формы МК могут быть использованы в качестве документов других видов, например ОК или КТП. В этом случае их оформление следует выполнять в соответствии с правилами для документов применяемых видов. При этом в графе 28 блока Б6 основной надписи по ГОСТ 3.1103-82 следует проставлять через дробь условное обозначение соответствующего вида документа, функции которого выполняет МК, например МК/КТП, МК/ОК и т.д. При маршрутно-операционном описании выбор состава операций, подлежащих операционному и маршрутному описанию, устанавливает разработчик документов. При описании операций запись информации следует выполнять в следующем порядке с привязкой к служебным символам: A, Б, К/М, О, Т, Р – для форм МК с горизонтальным расположением поля подшивки; B, Г, Д, Л/К, Н/М, О, Т, Р – для форм маршрутных карт с вертикальным расположением поля подшивки; К/М, О, Т, Р – для форм ОК с горизонтальным расположением поля подшивки; Л/М, Н/М, О, Т, Р – для форм ОК с вертикальным расположением поля подшивки. При применении форм МК/ОК запись информации в графах, относящихся к служебным символам А, В или В, Г, Д и Е, следует выполнять по ГОСТ 3.1118-82. Запись информации в графах, относящихся к служебным символам К/М, Л/М, Н/М, независимо от применяемых форм выполнять в следующем порядке. Вначале следует указывать информацию о комплектующих составных частях изделия, затем о применяемых основных и вспомогательных материалах на операцию, оставляя между ними одну-две строки для возможного внесения изменений. Описание содержания переходов в операциях следует выполнять с привязкой к служебному символу «О» по всей длине строки с возможностью переноса информации на последующие строки. На уровне строки, где заканчивается описание содержания перехода, указывают данные по То и Тв. При разработке графических иллюстраций с указанием опор, зажимов и прочего допускается описание содержания вспомогательных переходов не выполнять. Указание данных по технологической оснастке следует выполнять с привязкой к служебному символу «Т» в следующей последовательности: станки, приспособления, вспомогательный инструмент, слесарный и слесарно-монтажный инструмент, режущий инструмент, специальный инструмент, средства измерений. Запись информации по технологической оснастке следует выполнять по всей длине строки с возможностью переноса информации на последующие строки. В тех случаях, если дублируется некоторая технологическая оснастка в ходе выполнения операции, её следует указывать после первого перехода. При разработке процессов (операций), выполняемых с применением специальных средств технологического оснащения (конвейеров, автоматических линий и т.п.) следует применять ОК формы 3 и 3а совместно с МК. При выполнении курсового и дипломного проектирования рекомендуется операционная или маршрутно-операционная степень детализации описания технологического процесса. Конкретно степень детализации описания технологического процесса оговаривается с руководителем проекта. 1. МАРШРУТНАЯ КАРТА
Маршрутная карта (МК) является составной и неотъемлемой частью комплекта документов, разрабатываемых на технологические процессы изготовления изделий. Маршрутные карты ГОСТ 3.118 (Формы и правила оформления маршрутных карт) являются унифицированными. Их следует разрабатывать независимо от типа производства. При маршрутном и маршрутно-операционном оформлении технологического процесса МК является основным документом описания процесса в технологической последовательности выполнения операций. МК имеет несколько вариантов исполнения в зависимости от метода изложения технологического процесса. Заполнение маршрутных карт (форма 1, 1а), приводимых на рисунках 1.3 и 1.4, начинают с указания информации о месте и времени разработки документов, а также лиц, ответственных за правильность заполнения карт. В графах маршрутной карты указаны (рис. 1): графа 1 – фамилии, инициалы разработчика, лица проверяющего правильность заполнения карты и нормоконтролера; графа 2 – подписи участников разработки в соответствии с графой 1; графа 3 – дата оформления МК; графа 4 – наименование организации или предприятия, выпускающего МК. Верхнюю часть маршрутной карты (рис. 1) заполняют в соответствии с определенными требованиями, приведенными в таблице 4.
Сведения, вносимые в отдельные графы и строки маршрутной карты
Продолжение таблицы 4
Окончание таблицы 4
Пункта поиска 2. Код конструкторских признаков детали. В закодированном виде он состоит из буквенно-цифрового обозначения (АБВГ.ХХХХХХ.ХХХ). Четыре буквы соответствуют коду организации разработчика в соответствии с общесоюзным классификатором предприятий и организаций. Эти знаки кода в курсовом проекте не назначаются. Последующие шесть цифр – код классификационной характеристики конструктивных признаков детали по ГОСТ 2.201-80. Согласно Классификатору ЕСКД код детали формируется в виде шести (XXX.XXX) цифровых обозначений, которым соответствуют: ХХ – класс детали (две цифры); X – подкласс (одна цифра); X – группа (одна цифра); Код класса детали в машиностроении устанавливается в зависимости от следующих конструктивных признаков: класс 71 – тела вращения: диски, шкивы, втулки, стаканы, валы, оси, штоки, шпиндели; класс 72 – тела вращения: с элементами зубчатого зацепления, трубы, ёмкости, корпуса, подшипники; класс 73 – не тела вращения: корпуса, опоры, ёмкости; класс 74 – не тела вращения плоскостные: рычаги, полосы, ленты, детали изогнутые из листа; класс 75 – кулачки, карданы, арматура, пружины, ручки, посуда, крепёж; класс 76 – детали технологической оснастки и сборных инструментов. Код «подкласса» учитывает соотношение габаритных размеров: для корпусных деталей – отношение длины к высоте, для цилиндрических – отношение длины к диаметру. Код «группа» характеризует форму наружной поверхности: открытая, закрытая, ступенчатая, с резьбой и др. Код «подгруппа» определяет наличие и форму центрального отверстия, расположенного вдоль оси: глухое, сквозное, ступенчатое, резьбовое и др. Код «вид» указывает на наличие или отсутствие отверстий, расположенных вне оси детали и их конструктивные особенности. Для детали, изображенной на рисунке 2, код принимает вид: 713432. Его следует рассматривать так: класс детали «71» – тело вращения (втулка); подкласс «3» – для тела вращения с учётом соотношения длины L = 130 к диаметру D = 100: L/D = 130/100 = 1,3 < 2, втулка относится к подклассу «3»; группа «4» – наружная поверхность цилиндрическая ступенчатая двухсторонняя, не имеющая закрытых уступов и резьбы; подгруппа «3» – центральное отверстие сквозное; вид «2» – втулка имеет радиальные отверстия, расположенные вне её оси. Пункта поиска 3. Код технологических признаков детали – содержит 14 буквенно-цифровых знака, определяющих технологический код детали (ТКД), который включает две части: — постоянная часть из шести знаков (ХХХХХХ); — переменная часть из восьми знаков (ХХХХ.ХХХХ). Постоянная часть ТКД формируется из трёх групп: 1 – код размерной характеристики (XXX); 2 – код группы материала (XX); 3 – код вида обработки (X). В рассматриваемом примере (рис. 2) постоянная часть ТКД получает вид при заданных размерах – А63024: — код размерной характеристики – А63 (D = 100(А), L = 130(6), d =15 (3)); — код материала – 02 (сталь 45, С = 0,45 %); — код вида обработки – 4 (обработка резанием).
Рис. 2 Чертёж фланцевой втулки, изготовляемой резанием
Переменная часть ТКД формируется из 7 разделов: 1 – код вида заготовки (XX); 2 – код наивысшего квалитета точности наружных размеров (X); 3 – код наивысшего квалитета точности внутренних размеров (X); 4 – код наивысшего параметра шероховатости (X); 5 – код степени точности формы и расположения поверхностей; 6 – код дополнительного вида обработки (X); 7 – код характеристики массы (X). На основании данных классификатора переменная часть технологического кода фланцевой втулки (рис. 2) принимает обозначение: 24413249, в котором: 24 – исходная заготовка получена объёмной штамповкой; 4 – наивысший квалитет точности наружного диаметра Ø46/h7; 1 – наивысший квалитет точности диаметра внутреннего отверстия Ø 15Н14; 3 – наивысший параметр шероховатости Ra = 1,6 мкм; 2 – квалитет точности на допуски формы и расположения поверхности — 14; 4 – термическая обработка между операциями обработки резанием твёрдостью HRC 40-45; 9 – характеристика массы, т = 0,9 кг. Таким образом, длядетали втулка фланцевая технологический код принимает буквенно-цифровое обозначение А63024.24413249, состоящее из 14 знаков;
К заполнению граф технологических документов предъявляются следующие требования. 1. Каждая строка мысленно делится по горизонтали пополам, и информацию записывают в нижней ее части, оставляя верхнюю часть свободной для внесения изменений. 2. Для граф, выделенных утолщенными линиями, существует три варианта заполнения: а) графы заполняются кодами и обозначениями по соответствующим классификаторам и стандартам. Вариант используется разработчиками, внедрившими автоматизированную систему управления производством; б) информация записывается в раскодированном виде; в) информация дается в виде кодов с их расшифровкой; при курсовом проектировании рекомендуется этот вариант заполнения. Для изложения технологических процессов в маршрутной карте используют способ заполнения, при котором информацию вносят построчно, при этом все строчки в МК нумеруют сверху вниз (см. рис. 1). Но каждую из строк индексируют в соответствии с заносимой в нее информацией. Каждому типу строки соответствует свой служебный символ: А, Б, К, М, О, Т, Р (табл. 5). Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации. Простановка служебных символов является обязательной в любом случае. В качестве обозначения служебных символов приняты прописные буквы русского алфавита, проставляемые перед номером соответствующей строки. Указание соответствующих служебных символов (для типов строк в зависимости от размещаемого состава информации) в графах маршрутной карты следует выполнять в соответствии с табл. 5.
Таблица 5 Сведения, вносимые в графы, расположенные на строке маршрутной карты
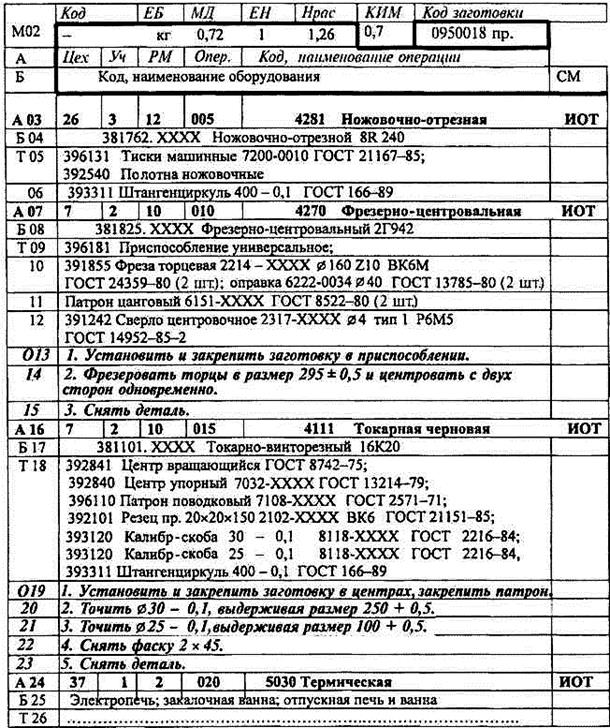
При заполнении МК рекомендуется использовать служебные символы в следующей последовательности. Служебный символ М. Строки в маршрутной карте под символами М01 и М02 задают информацию по заготовке (детали): наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Эта информация является общей для всего технологического процесса и указывается один раз в верхней части карты. Остальные служебные символы содержат информацию, относящуюся к отдельной операции, поэтому многократно используются при заполнении карты. Строки под символами А и Б являются обязательными для каждой операции, остальные используются по необходимости, в зависимости от степени детализации описания технологического процесса. Служебный символ А. При ответе на пункты строки «А» перед цифрой 03 в первой колонке карты ставим букву «А», что означает ссылку на пункты строки «А». Строки в маршрутной карте под символом «А» (см. рис. 1,3,4) задают следующую информацию: номер цеха, в котором выполняется операция (позиция 23), номер участка (позиция 24), номер рабочего места (позиция 25). Кроме этого, в строках с символом «А» указывают номер операции в технологической последовательности изготовления, контроля и перемещения (позиция 26). Далее задают код операции согласно классификатору технологических операций. После кода операции записывают ее наименование (позиция 22). Всю информацию записывают в вертикальных столбцах карты, индексация которых определена в строчке с основной литерой «А». Следует добавить, что в строках с символом «А» указывают обозначение документов, применяемых при выполнении данной операции, например: «ИOT 52, 96», что означает «Инструкции по охране труда, номер 52 и 96». Эти инструкции рабочий должен изучить прежде, чем приступить к выполнению самой операции. Для разных технологических операций номера инструкций различаются. После ответа на пункты строки «А»перед свободной цифрой 04 ставят букву Б, что означает ответ на пункты строки «Б». Служебный символ Б. В строке с символом «Б» записывают код и наименование оборудования, применяемого при выполнении заданной операции. Далее указывают информацию, связанную с трудозатратами и условиями работ. В МК допускается использовать сокращенную форму записи наименования операции и используемого оборудования. Служебный символ Т. Фрагмент маршрутной карты, в которой отражена информация о применяемой на операции технологической оснастке, представлен на рис. 3.
Рис. 3 Фрагмент маршрутной карты с записями по служебному символу Т При заполнении информации в строках, имеющих служебный символ Т, следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначения) и наименование технологической оснастки. В строках с символом «Т» информацию о применяемой на операции технологической оснастке записывают в следующей последовательности: 1 – приспособления; Разделение информации по каждому средству технологической оснастки следует выполнять через знак точку с запятой. Перед наименованием каждого элемента технологической оснастки указывают его код согласно классификаторам. При необходимости на записываемый элемент технологической оснастки указывают ГОСТ. Например, полная запись технологической оснастки (в строке с индексом «Т») может быть такой: 396131 Тиски машинные 7200-0010 ГОСТ 21167-85; 391855 Фреза торцевая 2214-ХХХХ 0160 Z10 ВК6М ГОСТ 24359-80-2 Оправка 6222-0034 040 ГОСТ 13785-80 (2 шт.). Но запись оснастки может быть и короче, все зависит от уровня и характера производства. Служебный символ О. При заполнении информации на строках, имеющих служебный символ «О», следует руководствоваться требованиями, которые устанавливают правила записи операций и переходов. Фрагмент маршрутной карты, в которой отражены технологические переходы, представлен на рис. 4. От приведенного выше он отличается тем, что за строками с символом «Т» следуют строки с символом «О», в которых последовательно, со своей нумерацией указаны переходы операции. Служебный символ Р. При заполнении информации на строках, имеющих служебный символ Р, следует руководствоваться правилами записи режимов резания при записи операций и переходов (см. разд. Операционная карта).
Рис. 4 Фрагмент маршрутной карты с записями по служебному символу О
2. ОПЕРАЦИОННАЯ КАРТА Операционную карту (ОК) (рис. 5) заполняют после оформления маршрутной карты и карты эскизов. Её верхняя часть заполняется так же, как и в маршрутной карте. Структура построения операционной карты (ОК) идентична маршрутной. Запись информации выполняется построчно с привязкой к соответствующим служебным символам (см. разд. 1). Большинство граф операционной карты соответствует аналогичным графам маршрутной карты. Информацию по дополнительным графам следует вносить в соответствии с рис. 5 и табл. 6. Таблица 6 Информация по дополнительным графам операционной карты
Перед тем, как раскрыть содержание выполняемой операции, формулируют указание: «Установить, закрепить заготовку», например, в трёхкулачковом самоцентрирующем патроне или другом станочном приспособлении. Если обрабатывают заготовку на многопозиционном металлорежущем станке с несколькими суппортами, то содержание операции раскрывают для каждой позиции и каждого суппорта. Указание единиц величины следует выполнять в заголовках или подзаголовках соответствующих граф. Допускается указывать единицы величины параметров технологических режимов после их числовых значений, например, 40 мм; 0,2 мм/об; 36 м/мин. Указание данных по технологическим режимам следует выполнять после записи состава применяемой технологической оснастки.
При указании данных по технологической оснастке информацию следует записывать в следующей последовательности: 1) приспособления; 2) вспомогательный инструмент; 3) режущий инструмент; 4) средства измерения. В целях разделения информации по группам технологической оснастки и поиска необходимой информации допускается перед указанием состава применять условное обозначение видов: приспособлений – «ПР»; вспомогательного инструмента – «ВИ»; режущего инструмента – «РИ»; средств измерений – «СИ». Например, СИ. АВВХХХ. Пробка 0 24Р7-пр. При описании содержания перехода необходимо указывать данные по То и Тв. Это следует выполнять на уровне строки, где заканчивается описание содержания перехода под служебным символом «О». Полную запись делают при необходимости перечисления всех выдерживаемых размеров. Сокращенная используется при ссылке на условное обозначение конструктивного элемента обрабатываемого изделия. Данная запись выполняется при достаточной графической информации. Для промежуточных переходов, не имеющих графических иллюстраций, в содержании следует указывать исполнительные размеры с их предельными отклонениями и при необходимости шероховатость обработанной поверхности и Переходы (основные и вспомогательные) нумеруются арабскими цифрами 1, 2, 3... В общем случае в содержание перехода включается: 1) ключевое слово, характеризующее метод обработки, выраженное глаголом в неопределенной форме; 2) наименование в (существительное в винительном падеже) обрабатываемой поверхности, конструктивных элементов или предметов производства, например, «отверстие», «фаску», «канавку», «заготовку» и т.п.; 3) информация о размерах обработки резанием или их условных обозначениях, приведенных на операционных эскизах и указанных там арабскими цифрами в окружности диаметром 6...8 мм; 4) дополнительная информация, характеризующая количество одновременно или последовательно обрабатываемых поверхностей, характер обработки, например, «предварительно», «последовательно», «по копиру». Параметры шероховатости обрабатываемой поверхности указываются только обозначениями на операционном эскизе. Допускается указывать в тексте содержания операции информацию о параметре шероховатости предварительно обрабатываемых поверхностей (промежуточных переходов), если это нельзя указать на операционном эскизе, например, «фрезеровать предварительно поверхность 1, выдерживая высоту 70 ± 0,5, Rz = 50». В строке с символом «Р» приводят размеры обрабатываемых поверхностей: расчетный диаметр D или ширину В и расчетную длину обработки L (позиции 4 и 6), определяемую с учетом длин врезания и перебега. При этом учитывают наибольший диаметр, по которому рассчитывают скорость резания. При обработке сверлом, зенкером, разверткой, метчиком в графе «D» или «В» указывают диаметр инструмента. Глубину резания при обработке (и число рабочих ходов l) указывают (позиции 7 и 8) в соответствии с условием обработки при переходе. Подачу s (позиция 9) в операционной карте принимают в зависимости от вида обработки: для токарных работ – на один оборот заготовки (мм/об); для строгальных и долбежных – на один двойной ход стола или резца (мм/дв. ход); для сверлильных, расточных, резьбонарезных и других видов обработки отверстий с вращением инструмента – на один оборот шпинделя станка (мм/об). При фрезерных работах в графе s записывают две подачи: в числителе – подачу в минуту (мм/мин), а в знаменателе – подачу на зуб (мм/зуб). При фрезеровании шпоночных пазов (с маятниковой подачей) двухперьевыми фрезами указывают вертикальную и продольную подачи: в числителе – вертикальную на двойной ход фрезы (мм/дв. ход), а в знаменателе – продольную в минуту (мм/мин). При круглом наружном шлифовании с продольной подачей и при шлифовании отверстий подачу обозначают также дробью: в числителе – продольную в долях ширины шлифовального круга на один оборот детали (мм/об), а в знаменателе – вертикальную (поперечную) на двойной ход стола (мм/дв. ход). При шлифовании методом врезания задают только поперечную подачу на один оборот детали (мм/об), а при обработке плоскости торцом круга – вертикальную на оборот стола (при его вращении) или на двойной ход стола (мм/об, мм/дв. ход). При шлифовании плоскости периферией круга в графе s записывают три подачи: продольную (мм/мин), вертикальную (мм/раб, ход) и поперечную, выражаемую в долях ширины круга (от 0,1 до 0,9 В) на двойной ход стола. Для зубодолбежных станков в числителе приводят радиальную подачу на двойной ход долбяка – подачу врезания (мм/ дв. ход), а в знаменателе – круговую подачу на двойной ход долбяка – подачу обкатки (мм/дв. ход). Для зубофрезерных станков при обработке червячными фрезами зубчатых колес указывают подачу на один оборот заготовки (мм/об). При нарезании червячных колес методом радиальной подачи в графе s записывают радиальную подачу стола на один его оборот (мм/об), при нарезании методом тангенциальной подачи – осевую подачу фрезы на оборот стола (мм/об). Частоту вращения шпинделя п (позиция 12) задают обычно для всех станков в оборотах в минуту (об/мин). При круглом шлифовании записывают: в числителе – частоту вращения круга (об/мин), в знаменателе – частоту вращения детали (об/мин). Скорость резания v (позиция 11) рассчитывают по наибольшему диаметру обработки на данном переходе (м/мин). Для шлифовальных работ указывают скорость резания (м/с).
3. КАРТА ЭСКИЗОВ Карты эскизов (операционные эскизы) – графические технологические документы, которые по своему назначению и содержанию заменяют (на данной операции) рабочий чертеж изделия (детали). Карта эскизов (КЭ) – основной графический документ, дающий наглядную информацию о выполняемой технологической операции. Эскизы следует выполнять с соблюдением масштаба или без соблюдения масштаба, но с примерным соблюдением пропорций. При разработке технологической операции необходимо помнить, что сначала разрабатывают и полностью оформляют эскиз на карте эскизов, а только потом заполняют текстовую операционную карту. Операционный эскиз оформляют на карте эскизов определенной формы в соответствии с определенными требованиями (рис. 6). На каждом эскизе необходимо показать: 1. Главная проекция на операционном эскизе должна изображать заготовку в рабочем положении, т.е. в том виде, который она имеет со стороны рабочего места у станка после выполнения операции. Число дополнительных проекций, сечений, разрезов и выносных элементов должно быть достаточным, чтобы показать все обрабатываемые поверхности, их размеры, а также поверхности, принятые за базы. Если операция состоит из нескольких установок, то на карте эскизов вычерчивают эскизы заготовки после обработки ее при каждом установе (рис. 2.6). В этом случае каждому эскизу присваивают номер операции и через дефис – номер вспомогательного перехода на перезакрепление заготовки. Например, 020-1, 065-2 и т.п. 2. Поверхности, обрабатываемые на данной операции, выделяют утолщенными черными линиями толщиной (2-3)s (по ГОСТ 2.303-68), где s – толщина основных линий на эскизе. 3. Условное обозначение опор, зажимов, установочных устройств выполняется согласно ГОСТ 3.1107-81 (Опоры, зажим и установочные устройства. Графические обозначения). 4. Размеры, получаемые на данной операции с указанием допусков и шероховатости поверхности. При этом необходимо учесть, что на эскизе проставляются только те размеры, которые обеспечиваются только на данной операции. Проставлять размеры следует таким образом, чтобы не появилась необходимость перерасчета номинальных значений и допусков на них, т.е. простановка размера должна учитывать способ его получения (технологическая база должна быть совмещена с измерительной). 5. На операционном эскизе рекомендуется проставлять справочные размеры, показывающие протяженность (длину, ширину, высоту) обрабатываемых на данной операции поверхностей. Справочные размеры отмечают знаком * (звездочка), а в технических требованиях записывают: «Размеры для справок». 6. Допуски на погрешности формы, взаимного расположения поверхностей, если это необходимо обеспечить на данной операции. 7. Режущий инструмент показывается по мере необходимости, предпочтительно в конце рабочего хода (если инструмент затемняет эскиз, то его можно изобразить отведенным от заготовки). 8. Таблицы, схемы и технические требования следует размещать на свободном поле карты эскизов справа от изображения или под ним. 9. При маршрутном описании содержания операции (операций) в единичном и мелкосерийном производствах операционный эскиз может содержать данные о поверхностях, обрабатываемых на различном оборудовании, поэтому в качестве операционного эскиза может быть представлен чертеж изготовляемой детали. На операционных эскизах маршрутного описания могут отсутствовать обозначения технологических баз, опор, зажимных усилий. 10. В сложных схемах могут быть условно обозначены движения инструментов — рабочие и вспомогательные, использование продольных и поперечных упоров, фиксатора револьверной головки и т.п. 11. Оформление карт эскизов ведут с учетом требований, предъявляемых к графическим документам ГОСТ 3.1104-74. На рис. 3 представлен пример оформления карты эскизов. Нумерация обрабатываемых поверхностей либо размеров обработки, проставляемая в кружочках, начинается с цифры 1. Последовательность простановки номеров в кружочках рекомендуется вести по ходу часовой стрелки. Нумерация относится только к конкретной рассматриваемой операции (установу). На последующих операциях (установах) нумерация опять начинается с цифры 1. При этом, естественно, одна и та же поверхность заготовки на разных операциях (установах) может иметь различный номер. На многопозиционных и многопрофильных станках автоматах КЭ составляются для каждого технологического перехода. При заполнении основной надписи на карте эскизов (в верхней части) необходимо помнить, что средняя графа из трех граф, обведенных жирной линией, не заполняется.
4. ДОКУМЕНТЫ ТЕХНИЧЕСКОГО КОНТРОЛЯ При выполнения курсового и дипломного проектирования в качестве основного документа технического контроля следует использовать операционную карту технического контроля по ГОСТ 3.1502-82 (форма 2). Информация, вносимая в карту, выбирается из табл. 7. Пример заполнения карты представлен на рис. 7. Таблица 7 Информация, вносимая в карту технического контроля
Остальные графы заполняются по аналогии с маршрутной и операционной картами. При описании операций технического контроля следует применять полную или краткую форму записи содержания переходов. Полную форму записи следует выполнять на всю длину строки с включением граф «Объем и ПК» и «То/Тв» с возможностью переноса информации на последующие строки. Данные по применяемым средствам измерений следует записывать всегда с новой строки. Краткую форму записи надо применять только при проверке контролируемых размеров и других данных, выраженных числовыми значениями. В этом случае текстовую запись применять не следует, необходимо указать только соответствующие параметры, например, Ø 47 ± 0,039. Данные по применяемым средствам технологического оснащения следует записывать исходя из их возможностей, т. е. к каждому контролируемому размеру (параметру) или к группе контролируемых размеров (параметров). При необходимости графических изображений к текстовым документам их следует выполнять на форме карты эскизов по ГОСТ 3.1105-84.
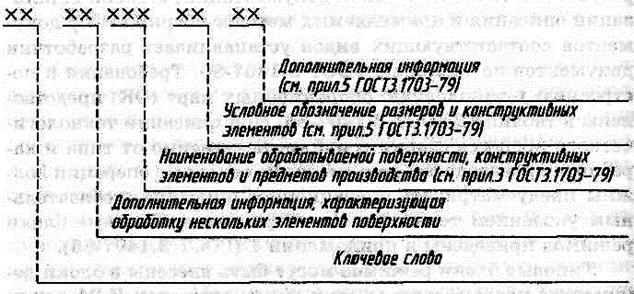
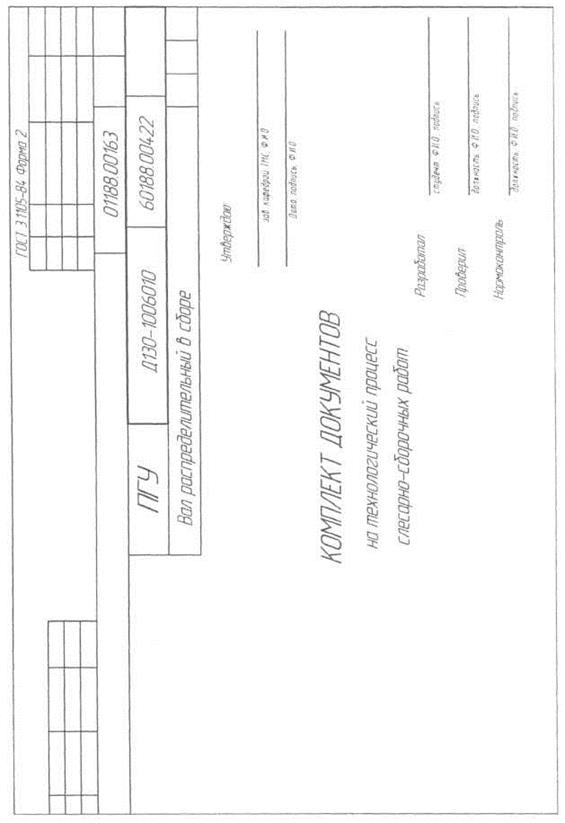
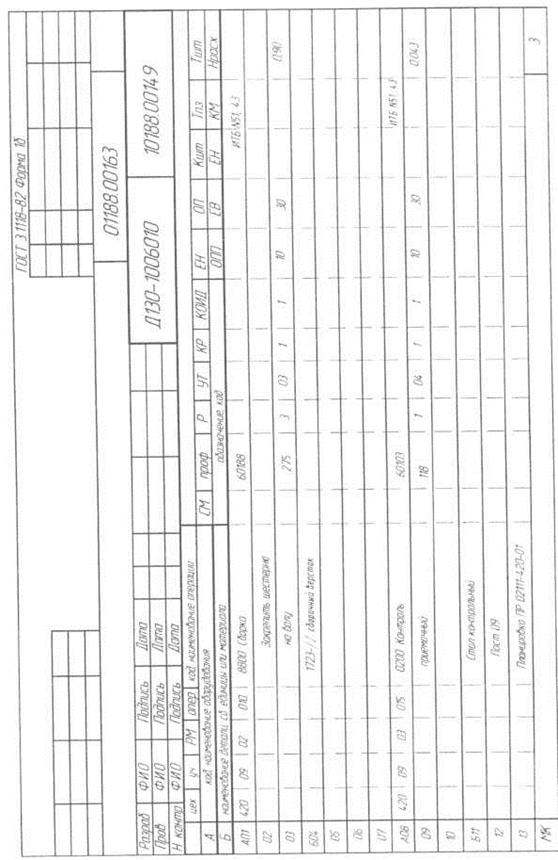
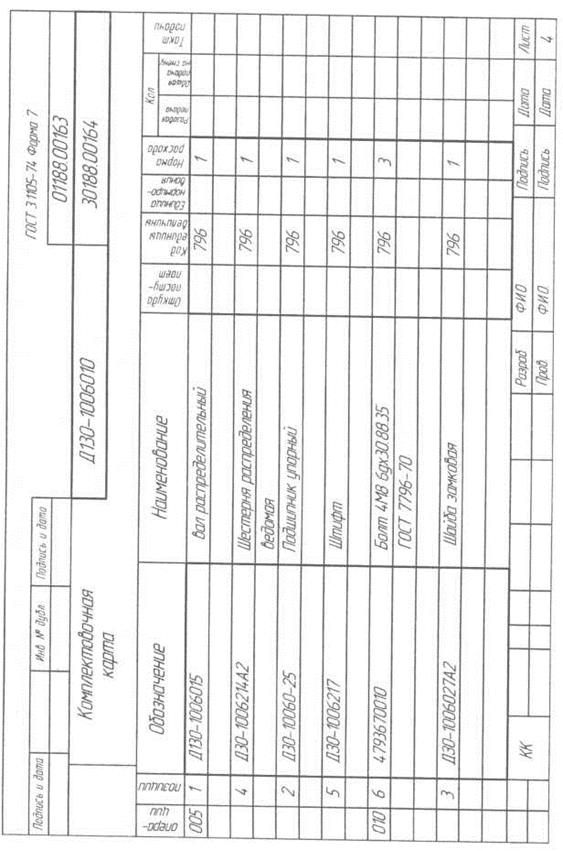
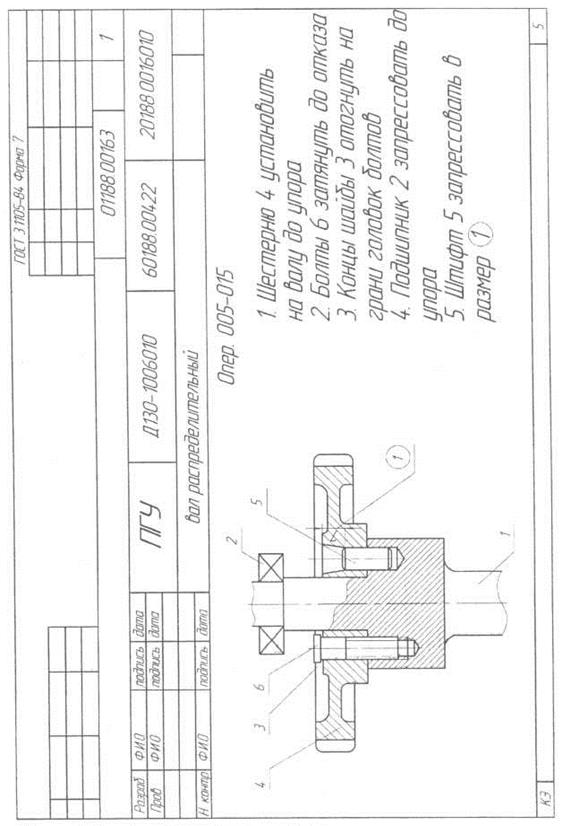
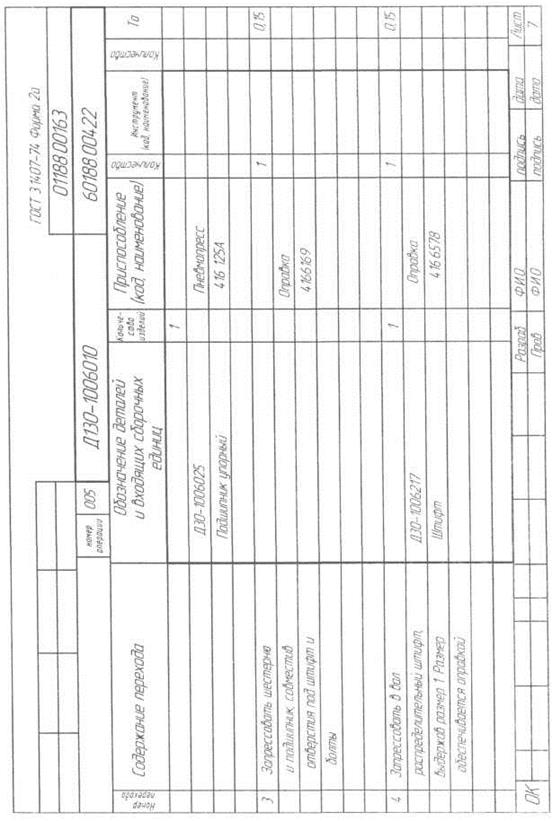
5 КОМПЛЕКТ ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС Технологический процесс сборки оформляется на картах стандартной формы, пример оформления представлен ниже. В комплект документов входят титульный лист (рис. 10.62), маршрутная (рис. 10.63, 10.64), комплектовочная (рис. 10.65), карты эскизов (рис. 10.66), операционные карты (рис. 10.67, 10.68, 10.69), карта технического контроля (рис. 10.70, 10.71) и ведомость оснастки (рис. 10.72, 10.73). В зависимости от типа и характера производства, стадии разработки технологической документации, степени детализации описания и применяемых методов сборки выбор документов соответствующих видов устанавливает разработчик документов ГОСТ 3.1407-86. Требования к построению и заполнению операционных карт (ОК) представлены в таблице 2 ГОСТ 3.1407-86. Документацию к технологическому процессу сборки в крупносерийном и массовом производстве оформляют по формам, установленным Единой системой технологической документации (ЕСТД) ГОСТ 3.1407-86, ГОСТ 3.1105-84, ГОСТ 3.1104-81. По ЕСТД на сборочные операции могут быть оформлены: — маршрутная карта (единичное и серийное производство) (МК); — операционная карта (серийное и массовое производство) (ОК); — карта эскизов (ЭК); — комплектовочная карта, содержащая данные о деталях, сборочных единицах, входящих в комплект собираемого изделия (КК); — карта технологического процесса (КТП); — ведомость оснастки (ВО). Карты МК, ОК заполняют аналогично картам на механическую обработку. Карты технологического процесса сборки (КТП) составляют на каждую отдельно собираемую сборочную единицу, а также на общую сборку изделия. Для каждого рабочего места и сборочного поста в карту технологического процесса надо включать те операции, которые должны выполняться на них. Комплектовочную карту (КК) оформляют в зависимости от условий и характера производства. Ведомость оснастки (ВО) включает наименование и обозначение всех видов оборудования, приспособлений, инструмента, требуемых для выполнения технологического процесса сборки. Сборщику на рабочем месте, конечно, не требуются детальные и сборочные чертежи изделий; но если он выполняет какой-то комплекс работ (одну или несколько операций), ему необходима чёткая, с исчерпывающими данными карта технологического процесса (КТП), прикладываемая к ней карта эскизов (КЭ) и комплектовочная карта (КК). Эти документы являются исчерпывающей инструкцией для осуществления сборки на данном рабочем месте. Термины и определения основных понятий должны соответствовать ГОСТ 3.1109-82, условные обозначения, наименование, сокращение слов и словосочетаний, применяемых в описании технологий сборки — ГОСТ 3.1703-79. При описании технологического процесса сварки и пайки, независимо от типа и характера производства, документы на основные операции должны предусматривать операционное описание с обязательным указанием технологических режимов. Типовые блоки режимов приведены в приложении 1 (ГОСТ 3.1407-86). Типовые блоки режимов могут быть внесены в блоки документов после сборки со служебным символом К/М с привязкой к служебному символу Р. В этом случае формы документов будут иметь специальное назначение и распространяться только на сварку или пайку конкретных видов (способов). Наиболее удобными формами документов для внесения типовых блоков технологических режимов в головку таблицы являются формы 2 и 1б МК по ГОСТ 3.1118-82 и ОК формы 1 и 1а ГОСТ 3.1407-86. При наличии большого количества параметров режимов допускается размещать часть информации в строке со служебным символом О после текста содержания перехода. Для документов, проектируемых на прочие методы сборки, включая основные и сопутствующие процессы и операции, необходимость указания соответствующих режимов, их состав и оформление устанавливает разработчик документов. Запись операций и переходов в документах следует выполнять по ГОСТ 3.1703-79 – для слесарных и слесарно-сборочных работ, по ГОСТ 3.1704-81 – для пайки и лужения, по ГОСТ 3.1705-81 – для сварки. Запись наименования операций для сборки выполняют по классификатору технологических операций (КТО). Структура записи операций и переходов для слесарных и слесарно-сборочных работ имеет вид
Например: «Собрать детали 2 и 5, выдерживая размер 1, обеспечивая герметичность». И сокращённая форма этой же операции: «Собрать детали 2 и 5 согласно чертежу».
|







 другие технические требования. Например, «Точить поверхность 3, выдерживая d = 40-0,34 и l = 100±0,4».
другие технические требования. Например, «Точить поверхность 3, выдерживая d = 40-0,34 и l = 100±0,4».