Прессовые формовочные машины.
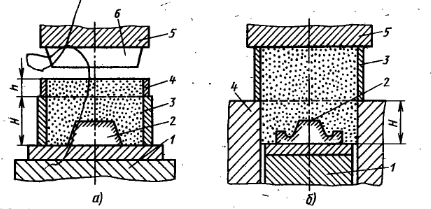
Классификация формовочных машин. Формовочные машины классифицируют по следующим признакам: по способам уплотнения формовочной смеси - на прессовые, вибрационные, встряхивающие, пескодувные, пескомётные и комбинированные (вибропрессовые, встряхивающе-прессовые и т.д). по методам извлечения модели из форм - со штифтовым съёмом, рамочным съёмом и протяжкой модели, с поворотом полуформы, перекидным столом и поворотной плитой. по роду привода - пневматические, гидравлические, механические, электромагнитные и комбинированные. по типу системы управления – с ручным, полуавтоматы и автоматы. по числу позиций – на одно-, двух-, трёх-, четырёх-, и многопозиционные. по методу перемещения опок в машине – на проходные, челночные и карусельные. Прессовые формовочные машины. Если смесь представить как упруговязкопластическое тело, то в начале уплотнения она будет реагировать как пластинчатое тело, а под конец прессовки как упругое. Это объясняется тем что в начале уплотнения будет вытисняться внутрипоровой воздух, а в конце будет происходить деформация глинистых оболочек отдельных песчинок. В следствии этого в начальный период действия уплотняющей нагрузки средняя плотность по высоте увеличивается очень быстро, а затем с увеличением нагрузки плотность растёт очень медленно. Это происходит примерно при 5 МПа. Как высокая так и низкая плотность смеси в форме может привести к браку при низкой – вследствие раздутия форм, а при высокой – вследствие плохой газопроницаемости. По способу прессования машины подразделяются на верхнее и нижнее (рис.1).
3- опока; 4- наполнительная рамка; 5-таверса; 6-прессовая колодка.
1-модельная плита со столом формовочной машины; 2-модель; 3-опока; 4-наполнительнвя рамка; 5- траверса;
Применение формовочных машин с плоской формовочной колодкой не даёт выравнивания плотности смеси по всему объёму. Из-за того что высота смеси над моделью и рядом с моделью отличается на высоту модели. Следовательно, так как усиление прессования одинаковое по всей площади приложения силы то участок расположенный над моделью получиться более уплотнённым чем другие участки. Таким образом, формовочная смесь может быть переуплотнена и неудоплотнена что вероятно приведёт к браку отливки. Далее рассмотрим формовочные машины, которые искусственно пытаются выровнять эту высоту и добиться усреднение плотности по объёму.
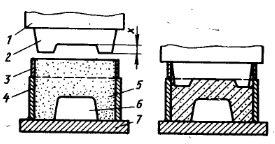
Профильная прессовая машина (рис.2).
1-траверса; 2-профильная колодка; 3- наполнительная рамка;4-опока; 5-смесь; 6-модель; 7-модельная плита
Рис.2
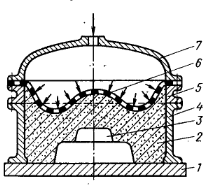
Прессовая машина с гибкой диафрагмой.
При прессовании гибкой диафрагмы (рис.3) смесь уплотняется давлением сжатого воздуха, находящегося гибкой резиновой диафрагмой и корпусом головки. Давление прессования в этом случае равно давлению сжатого воздуха p=0,5-0,6 МПа.
1-модельная плита; 2-смесь; 3-модель; 4-опоки; 5-наполнительная рамка; 6-диафрагма; 7-корпус головки Рис.3
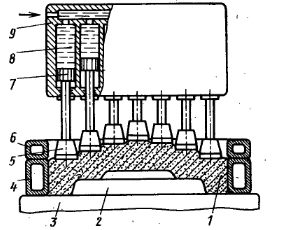
Прессовая машина с многоплунжерной прессовой головкой.
Многоплунжерная прессовая головка состоит из множества плунжеров, которые под давлением масла или воздуха независимо друг от друга прессуют формовочную смесь в опоке, что обеспечивает её равномерную плотность (рис.4).
1-смесь; 2-модель; 3-модельная плита; 4-опоки; 5-кладка плунжера; 6-наполнительная рамка; 7-поршень; 8-масло; 9корпус головки
Рис.4
|