
ЗУБООБРАБАТЫВАЮЩИЕ СТАНКИ
Увеличение числа и типов изготовляемых зубчатых колес вызывает рост парка зуборезных станков. Увеличивается количество высокопроизводительных специальных станков и станков для точной обработки. При всем разнообразии парка станков и режущего инструмента, применяемого для нарезания зубчатых колес, необходимо различать два метода изготовления колес, а именно: метод копирования профиля режущего инструмента и метод обката (огибания), основанный на механическом воспроизводстве зубчатого зацепления. Нарезание колес по методу копирования осуществляется фрезерованием, строганием, шлифованием и протягиванием. Инструмент вырезает на заготовке впадины между зубьями, при этом профиль зуба точно соответствует профилю режущего инструмента. После обработки каждой впадины заготовку необходимо поворачивать на один зуб. Это достигается с помощью делительной головки. Данный способ отличается низкой производительностью и невысокой точностью. В качестве инструмента может применяться строгальный резец, модульная дисковая фреза, модульная пальцевая фреза и фасонный шлифовальный круг. Наиболее широкое распространение в практике получил метод механического воспроизводства зубчатого зацепления - обката (огибание). Он заключается в том, что заготовке и инструменту сообщаются движения, воспроизводящие сцепление пары сопряженных зубчатых колес или колеса с зубчатой рейкой, и одновременно режущий инструмент совершает рабочее движение резания. Этот метод отличается от предыдущего большей производительностью, точностью, причем одним инструментом можно нарезать многие колеса данного модуля независимо от числа зубьев. Понятие об огибающей и огибаемой линии положено в основу образования эвольвентного профиля зубьев резанием. При зубонарезании по методу огибания профили режущих кромок инструментов, перемещаясь, занимают относительно профилей зубьев колес ряд последовательных положений, срезая при этом металл в тех местах, где должны быть впадины зубьев. Эвольвентные профили обрабатываемых зубьев возникают при этом как огибающие ряда указанных последовательных положений режущих кромок, или иначе как огибающие ряда последовательных срезов металла. Поэтому такой метод профилирования зубьев носит название метода огибания или обката.
Зубообрабатывающие станки, выпускаемые нашей станкостроительной промышленностью, подразделяются на различные типы по следующим признакам:
а) по назначению - для нарезания цилиндрических колес с прямыми и винтовыми зубьями, червячных колес, шевронных колес, зубчатых реек, конических колес с прямым зубом и конических колес с криволинейными зубьями; б) по виду рабочего движения - зубофрезерные, зубодолбежные, зубострогальные и зубопротяжные; в) по характеру обработки - для нарезания зубьев и для чистовой обработки (отделки) зубьев.
В практике станкостроения признано целесообразным создание размерных гамм унифицированных станков, в которых на основе небольшого количества базовых моделей создаются различные модификации, в частности специальные и специализированные станки. В табл. 1 приведены основные показатели гамм станков, освоение базовых моделей которых уже началось.
Основные показатели гаммы зубообрабатывающих станков Таблица 1
Обработку колес на зубодолбежных станках осуществляют режущим инструментом, выполненным в виде зубчатого колеса - долбяком. На этих станках нарезают прямозубые колеса наружного и внутреннего зацепления, а при наличии копира и косозубого долбяка - косозубые колеса. Кроме того, на этих станках можно нарезать блоки из нескольких колес. Достоинством этих станков является непрерывность работы без потери времени на подход к заготовке и выход из нее. Перед тем как приступить к изучению конструкции и кинематики зубодолбежного станка, рассмотрим основные формообразующие движения, необходимые для изготовления зубчатого цилиндрического колеса. Для этого обратимся к структурной схеме станка (рис.1). Для образования прямого зуба требуются две кинематические группы: для получения профиля, который осуществляет сложное относительное движение - вращение долбяка В2 и вращение заготовки В1, для получения формы зуба по длине - простое поступательное движение долбяка II с органом настройки iv. Первая кинематическая группа состоит из делительной цепи, конечными звеньями которой являются вращение долбяка и вращение стола с заготовкой, настраиваемой органом настройки ix. Расчетные перемещения этой цепи будут:
где zД и z - число зубьев долбяка и нарезаемого колеса. Вторая цепь первой кинематической группы - цепь подачи, настраиваемая органом настройки is. Под подачей S в этих станках понимается перемещение по начальной окружности долбяка за один его двойной ход. Расчетные перемещения будут 1 дв. ход долбяка —> S мм перемещения по дуге. Помимо рассмотренных формообразующих движений, необходимо еще одно движение, обеспечивающее врезание долбяка в заготовку на полную высоту зуба. Это движение называется радиальной подачей и осуществляется в станках либо от специальных дисковых кулачков, либо от клинового копира, перемещающегося от гидроцилиндра.
Рис.1: Структурная схема зубодолбежного станка
Рис.2: Зубодолбежный полуавтомат 5140. На станине 1 (рис.2) и внутри нее размещены основные узлы станка: стол 2, стойка 3, панель 4 гидропривода и гидроаппаратура. На горизонтальных плоскостях направляющих станины 1 перемещается стол 2, на котором устанавливается заготовка. Перемещение стола по направляющим осуществляет гидроцилиндр, закрепленный в стойке 3. Слева на станине крепится стойка и цилиндр механизма радиального врезания. На станке может производиться черновая, получистовая (под последующее шевингование) и чистовая обработка в один, два и три прохода. Обработка на станке производится по автоматическому циклу (со сменой режимов обработки), включая подвод и отвод заготовки к инструменту. Для закрепления заготовки предусмотрен гидравлический зажимной патрон. Для работы с автоматическим циклом в два и три прохода на станке предусмотрено автоматическое переключение скоростей и подач, по циклу работы станка, при переходе от черновых к чистовым проходам.
Механизмы полуавтомата осуществляют следующие движения:
а) главное движение - возвратно-поступательное перемещение долбяка в вертикальной плоскости; б) движение обката (делительное движение) - вращение долбяка и стола с заготовкой; в) движение врезания радиальной подачи стола; г) вспомогательные движения - ускоренное вращение заготовки, работа счетного механизма, управляющего автоматическим циклом обработки.
Рис.3: Кинематическая схема станка 5140
Главное движение долбяка (рис.3) осуществляется от электродвигателя 60 через клиноременную передачу 1 - 2, коробку скоростей, клиноременную передачу 20 - 21 на центральный вал / привода ползуна (штосселя). На конце этого вала имеется ползушка, несущая камень кулисы с винтом 46. Она устанавливается в определенном положении, в результате чего регулируется ход штосселя. Коробка скоростей имеет две фрикционные муфты (61 и 62) и два блока (5 – 3 и 8 - 10 - 12) для получения черновой и чистовой скоростей резания. При чистовой обработке движение от шкива 2 через колеса 13, 14, 15 и другие передаются на шкив 20. При черновой обработке движение от шкива 2 передается через блок 3 - 5, муфту 62, колеса 14, 15 и другие на шкив 20. Круговая подача заимствуется от вала коробки скоростей // через червячную передачу 22 и 23 и колеса реверса обката 24, 25, 26, 27 и 28 на вал ///, далее через коробку круговых подач, которая имеет три двойных блока, и через колеса 40, 41 к червячной паре 44 - 45. Червячное колесо закреплено на штосселе, который вместе с долбяком получает круговую подачу. Цепь обката связывает вращение заготовки и инструмента. Эта связь осуществляется от стола через пары 48, 47, 52 и 5l, пару конических колес 53 и 54, конический трензель 55 и 56, гитару деления с колесами d - с - b - а, колеса 40, 41, 42 и 43 на червячную пару 44 - 45. Ускоренное вращение заготовки, необходимое для проверки биения, сообщает электродвигатель 60 при реверсировании. Оно передается с помощью передач 1 - 58, 59 - 57, 51 - 52 и 47 - 48. Муфта обгона 64 при этом срабатывает, жестко соединяясь с валом. Движение врезания на глубину зуба осуществляется перемещением стола в сторону долбяка при помощи гидроцилиндра подвода. Врезание начинается после упора стола в клиновой копир К. При этом, срабатывает реле давления и подает команду на включение цилиндра радиальной подачи. Благодаря этому копир К начинает медленно опускаться, а стол - подаваться к столу. Отсчет полного оборота стола с заготовкой производится счетчиком. Привод на счетчике осуществляется от кулачка (на схеме не показан) через рычаг. При вращении кулачка рычаг через собачку поворачивает храповое колесо на 1/140 оборота за один оборот кулачка. Собачка служит для фиксации храпового колеса. За два оборота храпового колеса фиксирующий диск сделает один оборот, что соответствует одному обороту стола с заготовкой. Один оборот диска отсчитывается фиксатором и путевым переключателем. Для отключения счетчика во время врезания имеется толкающий электромагнит, который отводит собачку от храпового колеса. Для установки счетчика в исходное положение нужно повернуть диск так, чтобы фиксатор запал в прорезь диска. Собачка служит для отключения счетчика при быстром вращении стола. Для неполного оборота стола при обработке секторов служит упор, который устанавливается на диске по заданному углу. Настройка полуавтомата 5140. При настройке станка устанавливают на соответствующие скорости коробку скоростей и коробку подач, а также подбирают числа зубьев сменных колес гитары. Исходными данными для настройки станка являются: числа зубьев нарезаемого колеса z, модуль m, число зубьев долбяка zд ее и материал нарезаемого колеса. Расчет числа двойных ходов долбяка. Движения конечных звеньев в данном случае будут - вращение вала электродвигателя 60 и прямолинейное перемещение ползуна. Расчетные перемещения: n вала электродвигателя ― > nдх дв.ход/мин ползуна. По кинематической схеме станка (рис.3) составим уравнение кинематического баланса
Число двойных ходов nдх определяют, исходя из необходимой средней скорости резания Uр м/мин, установленной технологическим процессом зубонарезания. Зная длину хода долбяка 1, равную ширине колеса плюс 2 — 3 мм, можно определить среднюю скорость резания:
Откуда
Значение nдх сравнивают с паспортными данными станка и принимают ближайшее значение, устанавливая при этом рукоятки коробки скоростей в соответствующее положение. Станок работает с черновым и чистовым режимом. В первом случае при выключении муфт 61 и 62 на штосселе при помощи коробки скоростей можно получить 12 двойных ходов. При чистовом режиме включается муфта 61 и выключается муфта 62. При этом на штосселе станка получаем шесть различных двойных ходов с пределом регулирования 160 - 500 дв. ход/мин. Необходимо отметить, что при черновом режиме пять чисел двойных ходов повторяются. Предел регулирования для чернового режима будет 80 - 310 дв. ход/мин. Расчет, сменных зубчатых колес гитары деления. Согласно выражениям (3) и (33) составим уравнение кинематического баланса, связывающего начальные и конечные звенья:
Отсюда формула расчета сменных колес группы деления будет:
где Сд = 2 - постоянная цепи деления. Расчет сменных зубчатых колес для изменения круговой подачи. За один двойной ход долбяк должен снять слой металла, соответствующий величине круговой подачи S. Из кинематической схемы следует, что долбяк совершает один двойной ход за один оборот вала /. Произведение одного оборота вала / на передаточное отношение цепи от вала / до шпинделя долбяка есть число оборотов долбяка за один двойной его ход. Если мы умножим число оборотов долбяка на длину его начальной окружности π dд, получим величину перемещения долбяка по начальной окружности за один двойной ход или иначе - величину круговой подачи S. Напишем уравнение кинематического баланса:
где dд - диаметр начальной окружности долбяка в мм. Коробка подач позволяет получить восемь различных круговых подач. Радиальная подача стола. Врезание долбяка в заготовку осуществляется в станке путем перемещения стола. Это перемещение осуществляется путем опускания клина К, схема привода которого изображена на рис.3. Для регулирования подачи установлен дроссель с наименьшим расходом масла Q = 0, 07 л/мин. Наименьшая скорость перемещения стола при клине К=1/6 будет U1K=10/6=1, 66 мм/мин, где U1 - наименьшая скорость клина. Она определяется следующим образом:
где F — рабочая площадь цилиндра D1 в см2.
где nдх — наименьшее число двойных ходов штосселя в минуту. При nдх = 310 радиальная подача Sрад=1, 66/310 = 0, 005 мм/дв.ход. Наибольший расход масла через дроссель Q2=1.5 л/мни. Таким образом, диапазон изменения подачи дросселем Q2/Q1=1500/70=21. При наибольшем расходе масла через дроссель радиальная подача Sрад = 0, 02 *21=0, 4мм/дв.ход для nдх=80 и Sрад = 0, 005 *21= 0.11 мм/дв.ход для nдх=310. Установка числа проходов и глубины врезания. Число проходов и глубина врезания устанавливаются кулачками 5 (см. рис.2), количество которых определяет число проходов, а положение их находят по шкале врезания на барабане управления 6. После установки и зажима детали при нажатии кнопки «Пуск» цикл станка будет проходить в следующей последовательности. При однопроходном цикле заготовка перемещается к инструменту до тех пор, пока стол не упрется в жесткий упор. В этом положении стол гидроцилиндром прижат к клину К (см. рис.3). При упоре стола в клин срабатывает реле давления, которое дает команду на включение радиального врезания. Радиальное врезание со скоростью, установленной дросселем 7 (см. рис.2), происходит до тех пор, пока упор не нажмет на путевой переключатель конца врезания, который дает команду для переключения подачи и включения счетчика. После полного оборота заготовки счетчик срабатывает и дает команду на ускоренный отвод клина К (см. рис.2) радиального врезания в исходное положение и отключение счетчика. В исходном положении клин радиального врезания дает команду на отвод стола. Для работы при двух и многопроходных циклах необходимо установить необходимое число упоров глубины врезания на барабане управления, установить переключатель скорости и переключатель чистовой и черновой круговой подачи. После закрепления детали и пуска станка работа будет проходить так же, как и при однопроходном цикле. После одного оборота стола произойдет переключение подачи. Врезание будет происходить до нажима следующего кулачка, установленного на барабане, на соответствующий путевой переключатель. Последний, срабатывая, дает команду на включение счетчика и отключение радиальной подачи. Работа станка в описанном режиме будет происходить столько раз, сколько установлено кулачков на барабане управления. Настройка станка на нарезание косозубых колес ничем на отличается от обычной. В этом случае устанавливают копиры с винтовыми направляющими, которые сообщают долбяку дополнительное вращение. В результате вращательного и возвратно-поступательного движения зубья долбяка будут перемешаться по винтовой линии, угол наклона которой должен быть равен углу наклона винтовой линии зубьев нарезаемого колеса на делительном цилиндре. Если Т и Ткп - шаги винтовой линии нарезаемых зубьев и копира, а β - угол наклона винтовой линии зуба, то
Винтовые направляющие (копиры) поставляются к станку по специальному заказу. Расчетные перемещения, установленные для нарезания прямозубых колес, остаются теми же и при нарезании косозубых колес. Недостатком этого способа нарезания косозубых колес является то, что с изменением угла наклона зубьев колеса должны изменяться как винтовые направляющие, так и долбяки.
Схема обработки зубьев по методу копирования. Заготовку устанавливают на оправке делительного устройства или в приспособлении фрезерного станка. Для нарезания зубьев на заготовке необходимы три движения: главное движение - вращение фрезы: движение подачи - относительное перемещение инструмента вдоль образующей зуба; движение деления - периодический поворот заготовки на один зуб после обработки очередной впадины. В условиях крупносерийного и массового производства метод копирования применяют для предварительной обработки зубьев. Для этой цели используют специальные станки, работающие по полуавтоматическому циклу. Предварительную обработку впадины чаще всего производят дисковыми модульными фрезами. Зубофрезерные станки для указанных целей выпускают двух исполнений - для предварительной обработки зубьев цилиндрических и конических прямозубых колес. Кинематика и конструкция их одинаковы, разница лишь в том, что станки для обработки конических колес имеют более сложный узел приспособления для установки заготовок. Принцип фрезерования зубьев конических колес. На оправке фрезерной бабки устанавливают фрезу, а заготовку закрепляют на шпинделе поворотного приспособления. Сообщая инструменту вертикальную подачу, фрезеруют впадину колеса. По окончании обработки каждой впадины шпиндель совершает делительное движение. Угол установки шпинделя α =φ -γ 1,
где φ - половина угла при вершине начального конуса колеса; γ 1 - угол ножки. При этом условии дно впадины совпадает с направлением вертикальной подачи фрезы. Поворотное приспособление - двухпозиционное. Во время обработки заготовки устанавливают очередную заготовку. Поворотом стола на 180º заготовку подводят к фрезе. При фрезеровании цилиндрических зубчатых колес оси шпинделей приспособления параллельны вертикальным направляющим бабки.
Если фреза имеет z' заходов, то передаточное отношение будет выражаться формулой
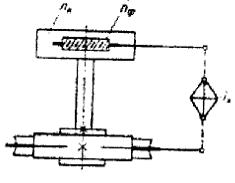
Рис. 4. Принципиальная схема настройки зубофрезерного станка
Рассмотрим формообразующие движения станка для образования профиля зубьев, для чего обратимся к структурной схеме станка (рис.5). При нарезании прямозубого цилиндрического колеса необходимо осуществить главное вращательное движение фрезы В1 регулируемое органом настройки iv; вращение заготовки В2 согласованное с вращением фрезы В1 перемещение суппорта с фрезой параллельно оси стола II, настраиваемое органом iэ. Суппорт может перемещаться или сверху вниз, или снизу вверх. При перемещении суппорта сверху вниз осуществляется встречное фрезерование. В этом случае при вращении фрезы зубья движутся навстречу срезаемому слою металла. При перемещении суппорта снизу вверх происходит попутное фрезерование. В этом случае зубья фрезы движутся попутно со срезаемым слоем металла. При попутном фрезеровании допускается увеличение скорости резания на 20 - 25 % по сравнению со встречным методом.
Рис.5: Структурная схема зубофрезерного станка
При нарезании косозубых колес к рассмотренным выше формообразующим движениям добавляется движение для образования винтовой линии (дифференциальная цепь). Это движение состоит из вращения заготовки В3 и поступательного перемещения II фрезы. Следовательно, одно исполнительное звено - стол станка - должно иметь два вращения В2 и В3 с независимыми скоростями, что возможно при наличии суммирующего механизма СМ. Эта цепь настраивается звеном настройки iy. Составим расчетные перемещения для случая нарезания косозубых колес: 1. Вращательное движение фрезы В1. Движениями конечных звеньев здесь являются вращение вала электродвигателя и вращение фрезы. Расчетные перемещения: n об/мин ― > nф об/мин
3. Цепь подачи. Движения конечных звеньев - вращение стола и продольное перемещение суппорта фрезы (В2, П). Расчетные перемещения: 1 об.стола― > Sв где Sв - вертикальное перемещение суппорта за 1 оборот заготовки в мм.
4. Образование винтовой линии (дифференциальная цепь). Движения конечных звеньев - вращение стола и поступательное перемещение фрезы (B2, В3, П). Расчетные перемещения: 1 об. стола ― > Т мм перемещения фрезы, где Т - шаг винтовой линии зуба.
При нарезании прямого зуба структура станка упрощается путем изменения структуры кинематической группы образования формы зуба по длине. Вместо сложного винтового движения в этом случае требуется осуществить простое, прямолинейное. Орган настройки iy не настраивается, а суммирующий механизм выключается. Зубофрезерный полуавтомат 5К324 предназначен для нарезания цилиндрических прямозубых и косозубых колес, а также червячных колес методом радиальной и осевой подачи. Техническая характеристика станка: Максимальный диаметр заготовки в мм..........................500 Модуль в мм.............................................................................8 Наибольший диаметр червячной фрезы в мм..................180 Мощность электродвигателя главного движения в кВт…...7 Частота вращения фрезы в об/мин............................50 - 310 Подача............................................................................0, 8 - 5 Общий вид станка. На станине установлены салазки стола. Стол может перемещаться в радиальном направлении. Слева на станине установлена стойка, на вертикальных направляющих которой установлен суппорт с фрезерной головкой. Благодаря наличию поворотного круга фрезу вместе с фрезерной головкой можно поворачивать на заданный угол. Справа на столе расположена стойка, по вертикальным направляющим которой перемещается кронштейн, поддерживающий верхний конец оправки, на которую устанавливается заготовка. Станок работает с автоматическим циклом, а именно: быстрый подвод заготовки к инструменту, зубонарезание, быстрый отвод колеса и инструмента в исходное положение и остановка станка.
Рис.6: Кинематическая схема станка 5К324
Кинематическая цепь станка 5К324 (рис.6). Цепь главного движения: электродвигатель 61, ременная передача 1 - 2, коробка скоростей (валы /, //, ///), колеса 13-14, 45 - 46, 70 - 69, 67 - 68, вал XXIX (фреза). Коробка скоростей позволяет получить девять различных значений частот вращения. Цепь вращения стола: электродвигатель 61, ременная передача 1 - 2, трехваловая коробка скоростей, колеса 13 - 14, 15 - 16, дифференциал, передачи 21 - 22, е - f сменные колеса гитары деления а1 – b1, с1 – d1, колеса 23 – 24 и 90 - 91, червячная пара 92 - 91. Колесо 93 жестко связано со столом. Делительная цепь, связывающая вращательное движение фрезы и стола: червячная фреза, колеса 68 - 67, 69 - 70, 46 - 45, 15 - 16, дифференциал, передачи 27 - 22, е - f, сменные колеса гитары деления а1 – b1, с1 – d1 колеса 23 - 24 и 90 - 91, червячная передача 92 - 93. Цепь вертикальной подачи: червячная пара 93 - 92, колеса 91 - 90 и 24 - 23, червячная передача 25 - 26, колеса 27 - 28, трехваловая коробка подач, колеса 38 - 42 и 79 - 78 - 77, червячная передача 86 - 87, винт вертикальной подачи с шагом t1= 10 мм. Коробка подач посредством переключения электромагнитных муфт обеспечивает получение девяти различных подач в пределах 0, 8 - 4 мм/об. Для ускоренных перемещений предусмотрен электродвигатель 62. Ускоренная вертикальная подача осуществляется по цепи: электродвигатель 62, ременная передача 44 - 43, колеса 79 - 78 - 77, червячная передача 86 - 87, винт вертикальной подачи с шагом t1= 10 мм. Дополнительная цепь, связывающая вращательное движение фрезы и заготовки: стол, червячная пара 93 - 92, колеса 91 - 90, 24 - 23, червячная передача 25 - 26, колеса 27 - 28, трехваловая коробка подач, колеса 38 - 42, 79 - 78 - 77, 76 - 75, сменные колеса гитары дифференциала а3 – b3 с3 – d3, колеса 74 - 73, червячная пара 19 - 20, дифференциал, колеса 16 - 15, 45 - 46, 70 - 69, 67 - 68, фреза. Цепь радиальной подачи для нарезания червячных колес идет от стола через червячную пару 93 - 92, колеса 91 - 90, 24 - 23, 25 - 26, 27 - 28, коробку подач, колеса 38 - 42, 80 - 81, 82 - 83, червячную передачу 84 - 85, винт с шагом t2= 10 мм. Цепь осевой подачи для нарезания червячных колес имеет направление: стол, червячная пара 93 - 92, колеса 91- 90, 24 - 23 червячная передача 25 - 26, колеса 27 - 28, коробка подач, колеса 38 - 42, 79 - 78 - 77, 76 - 75, 66 - 65, сменные колеса гитары подачи а2 – b2, с2 – d2, колеса 60 - 59, 58 - 57, червячная пара 47 - 48, втулки колеса 49 - 50, колеса 51 - 52, 53 - 54, червячная пара 55 - 56, резьбовая втулка с шагом t3= 12 мм, фреза. Наладка полуавтомата 5К324. Для обеспечения нормальной работы станка перед его пуском необходимо обратить внимание на правильную установку заготовки на столе, установку фрезы, правильно определить глубину фрезерования и настройку гитар сменных колес. Заготовку устанавливают на специальных оправках, которая проверяется на биение индикатором. Величина допустимого биения должна быть в пределах 0, 01 - 0, 02 мм. После установки заготовки на оправке и ее закреплении заготовка проверяется на биение по наружному диаметру и торцу. При нарезании прямозубых цилиндрических колес червячную фрезу устанавливают наклонно под углом φ к горизонтальной плоскости, равным углу γ подъема винтовой линии фрезы (рис.7, а). При нарезании косозубых колес угол наклона фрезы γ =α ± β, где α - угол наклона зубьев нарезаемого колеса к его оси. Знак плюс будет при разноименных направлениях винтовых линий зубьев нарезаемого колеса и фрезы, а знак минус - при одноименных направлениях (рис.7, б, в). Рекомендуется выбирать фрезу с одинаковым направлением винтовой линии, что повышает точность обработки. При нарезании червячных колес фреза устанавливается горизонтально, т. е. φ = 0º.
Рис.7: Установка червячной фрезы
Настройка зубофрезерного станка на нарезание прямозубых цилиндрических колес. Исходными данными для расчета являются: модуль m, число зубьев нарезаемого колеса, материал заготовки, диаметр фрезы, заходность фрезы z', угол наклона канавок β и материал режущей части. Для обработки зубьев прямозубых колес требуется три движения: вращение фрезы, вращение заготовки, движение подачи. При расчете настройки скоростной цепи, зная скорость резания U и диаметр фрезы dф, находят частоту вращения фрезы nф и устанавливают ее при помощи коробки скоростей. При настройке делительной цепи (согласованное движение заготовки и фрезы) уравнение кинематического баланса согласно расчетному перемещению будет
относительно имеем
Сменные колеса е и f служат для расширения диапазона регулирования сменных колес
гитары деления. При z ≤ 161 устанавливают колеса, а при z ≥ 161 – колеса
При настройке цепи подачи, выбирая соответствующую подачу Sв, устанавливают коробку подач в соответствующее положение. Уравнение кинематического баланса будет
Настойка станка для зубьев нарезания цилиндрических колес. Для обработки зубьев косозубых колес необходимы те же движения, что и для прямозубых. Но соотношение между числами оборотов фрезы и заготовки здесь несколько иное, так как для образования косого зуба требуется дополнительное вращение стола. Последнее может совпадать, а может и не совпадать с направлением основного вращения заготовки. Это зависит от направления винтовых линий витков червячной фрезы и зубьев нарезаемого колеса. В первом случае дополнительный поворот приплюсовывают к главному, во втором - вычитают. Метод дифференциальной настройки применяют в том случае, если дополнительное вращение заготовки сообщается по специальной кинематической цепи через дифференциал, который суммирует основное и дополнительное вращение и передает его столу. Для расчета настройки гитары дифференциала используем следующие рассуждения. Если винт t1 = 10мм повернуть на один оборот, то суппорт и червячная фреза переместятся на величину шага винта. Для такого перемещения фрезы дополнительный поворот заготовки (стола), составит:
Таким образом, имеем цепь дополнительного вращения с начальным звеном - винт ti и конечным звеном - стол.
Получим передаточное отношение колес гитары дифференциала при iдиф=2
Метод бездифференциальной настройки используется в том случае, когда основное и дополнительное вращения заготовке сообщает одна кинематическая цепь - цепь деления. Этот метод применяется редко в связи со сложностью подбора сменных колес гитары обкатки. В этом случае необходимо соответствующим образом согласовать вращение фрезы и заготовки. При нарезании прямых зубьев за один оборот фрезы стол с заготовкой сделает z΄ /z оборотов, а за один оборот стола фреза сделает z/z΄ оборотов. Если величина вертикальной подачи s, и ширина колеса равна шагу винтовой канавки Т, то за время перемещения фрезы относительно заготовки на величину Т стол с заготовкой сделает T/Sв
оборотов. Тогда фреза за это же время совершит оборотов.
При нарезании косозубых колес, как показано было выше, стол должен сделать один дополнительный оборот для того, чтобы зубья фрезы перемещались по наклонной канавке. В этом случае полное число оборотов фрезы будет
Если умножим выше приведенное уравнение на Sв/Т, то получим расчетные перемещения, отнесенные к одному обороту стола:
Уравнение кинематического баланса:
При iдиф = 1 отношение e/f = 1 и
Настройка станка для нарезания червячных колес. Существует два метода нарезания зубьев червячных колес: радиальной и тангенциальной подачи. При фрезеровании зубьев червячных колес радиальной подачей, фреза перемещается к заготовке в радиальном направлении до тех пор, пока между осью фрезы и центром нарезаемого колеса не будет выдержан размер А. Для осуществления данного метода необходимы следующие движения: вращение червячной фрезы, вращение заготовки и радиальная подача фрезы. Фреза и заготовка совер
|











 При этой скорости радиальная подача на 1 дв. ход штосселя
При этой скорости радиальная подача на 1 дв. ход штосселя

 Зубофрезерные станки, работающие по методу огибания, предназначены для обработки цилиндрических колес с прямыми и косыми зубьями, а также червячных колес. При нарезании зубьев вращения фрезы и заготовки должны быть согласованы между собой. Чтобы обеспечить это условие, в станке имеется специальная цепь, принципиальная схема настройки которой показана на рис.4. Если колесо имеет z зубьев и совершит nk оборотов, а фреза за это время сделает nф оборотов, то передаточное отношение ix между числом оборотов колеса и фрезы
Зубофрезерные станки, работающие по методу огибания, предназначены для обработки цилиндрических колес с прямыми и косыми зубьями, а также червячных колес. При нарезании зубьев вращения фрезы и заготовки должны быть согласованы между собой. Чтобы обеспечить это условие, в станке имеется специальная цепь, принципиальная схема настройки которой показана на рис.4. Если колесо имеет z зубьев и совершит nk оборотов, а фреза за это время сделает nф оборотов, то передаточное отношение ix между числом оборотов колеса и фрезы

 2. Цепь образования эвольвенты (делительная цепь связывает вращение стола и фрезы В2, B1). Расчетные перемещения:
2. Цепь образования эвольвенты (делительная цепь связывает вращение стола и фрезы В2, B1). Расчетные перемещения:



 Передаточное отношение механизма дифференциала в этом случае iдиф=1. Решая уравнение
Передаточное отношение механизма дифференциала в этом случае iдиф=1. Решая уравнение




 Расчетное перемещение: 1 об. винта шага t1 —> t1 /Т об. стола. Уравнение кинематического баланса:
Расчетное перемещение: 1 об. винта шага t1 —> t1 /Т об. стола. Уравнение кинематического баланса:


 Таким образом, расчетные перемещения для стола и фрезы будут
Таким образом, расчетные перемещения для стола и фрезы будут





