
Оценка применимости метода групповой взаимозаменяемости (селективной сборки)
Расчёт групповых допусков сводится к определению числа групп «k», на которые должны быть рассортированы сопрягаемые детали, величины полей групповых допусков и их предельных отклонений, которые не могут быть получены методом полной взаимозаменяемости. Исходными данными для начала расчёта являются число составляющих звеньев и допуски на них TAi, полученные при расчёте методом полной взаимозаменяемости и не прошедших условие (5.3.5). Дальнейший расчёт для числа составляющих звеньев РЦ m> 2 производится в следующей последовательности. 1. Определяют среднюю величину замыкающего звена при сборке деталей каждой группы сортировки из условия (5.17), т.е.
Если полученные допуски не соответствуют исходным (назначенным) значениям, то принимают их рассчитанные значения. 1. Определяют число групп, на которые должны быть рассортированы детали:
Округляют число групп k до большего целого значения. 2. Увеличивают допуски увеличивающих составляющих звеньев, кроме одного, в k раз:
где 3. Увеличивают допуски уменьшающих составляющих звеньев, кроме одного в k раз:
где 5. Определяют производственный допуск неизвестного уменьшающего звена, исходя из условия равенства суммы допусков уменьшающих звеньев и исходного звена:
где, 6. Определяют производственный допуск неизвестного увеличивающего звена, исходя из условия равенства суммы допусков увеличивающих и уменьшающих звеньев:
где, 7. Проверяют условие равенства суммы допусков производственных увеличивающих и уменьшающих звеньев между собой и с исходным звеном (условие сохранения средней величины замыкающего звена
Если это условие не выполняется, то перепроверьте назначенные допуски, и устраните ошибку. 8. Рассчитывают координаты середин полей допусков всех производственных составляющих звеньев в группах:
или
где, 9. Проверяют условие равенства координат середин полей допусков производственных составляющих звеньев и исходного звена:
10. Определяют граничные размеры в группах сортировки составляющих звеньев. Поле допуска
где Полученные результаты заносят в графы 5–8 таблицы 5.3.1. Для трёхзвенной РЦ (когда число составляющих звеньев m=2) её расчёт значительно упрощается. 1. Вначале определяют допуски составляющих звеньев из условия сохранения средней величины замыкающего звена в каждой группе сортировки:
Если полученные допуски не будут соответствовать назначенным конструктором допускам, то принимают допуски, рассчитанные по формуле 5.5.11.2 2. Рассчитывают координаты середин полей допусков составляющих звеньев по формуле 5.5.8 или 5.5.9. 3. Проверяют условие равенства координат середин полей допусков производственных составляющих и исходного звеньев внутри одной группы сортировки по формуле (5.5.10), т.е.
Равенство должно выполняться. 4. Определяют число групп сортировки по расширенным допускам:
Если k не целое число, то оно округляется до большего целого, что дает дополнительную возможность расширения 5. Расширяют допуски на составляющие звенья в соответствии с принятым числом групп сортировки:
6. Снова рассчитают координаты середин полей допусков составляющих звеньев для обеспечения метода групповой взаимозаменяемости по формулам 5.5.8 или 5.5.9 и сравнивают их с назначенными конструктором. Если рассчитанные координаты середины полей допусков составляющих звеньев не совпадают с назначенными конструктором, то в конструкторский размер следует внести соответствующую поправку, т. е. принять рассчитанные величины. 7. Определяют граничные размеры в группах сортировки составляющих звеньев по формулам 5.5.11.
5.3.3.2. Пример расчёта РЦ методом групповой взаимозаменяемости. Расчёт по методу групповой взаимозаменяемости будем осуществлять на примере трёхзвенной РЦ, представленной на рис.5.18.
Рис.5.18. Плунжерная пара: плунжер - втулка (а) и размерная цепь на зазор между плунжером и втулкой (б).
По конструкторской документации требуется обеспечить зазор в соединении плунжерной пары по посадке Æ
Таблица 5.5.1
1. Определим среднюю величину замыкающего звена при сборке деталей каждой группы сортировки:
Так как эти допуски не соответствуют назначенным конструктором допускам (в соответствии с посадкой), то принимаем их рассчитанные значения, т.е. 2. Проверим выполнение условия (5.5.10) внутри одной группы сортировки. Для этого определим координаты середин полей допусков составляющих звеньев с учетом изменившихся величин допусков: вал: отверстие:
Тогда Условие (5.5.10) выполняется. 3. Определим число групп сортировки по расширенным допускам, заданным конструктором на чертежах сопрягаемых деталей по зависимости (5.5.12). Для этого примем экономически достижимую точность на данном производстве QЭ=9, т.е. составляющие звенья могут быть изготовлены по 9 квалитету точности и выше. Назначаем новые допуски на размеры деталей по 9 квалитету точности. · плунжер - Æ 40h9=40-0, 062 мм; · втулка - Æ 40Н9=40+0, 062 мм. Тогда число групп сортировки:
Так как
4. Рассчитаем координаты середин полей допусков составляющих звеньев для обеспечения метода групповой взаимозаменяемости по формуле (5.5.8) и сравним их с назначенными конструктором:
Координаты середин полей допусков составляющих звеньев обеспечивают применение метода групповой взаимозаменяемости, поэтому корректируем их по рассчитанным значениям и корректированные значения размеров А1 и А2 записываем в графу 8 табл.5.5.1. 5. Определим граничные размеры в группах сортировки составляющих звеньев и занесём в табл.5.5.2. Таблица 5.5.2
|
 (5.5.1)
(5.5.1) (5.5.2)
(5.5.2) - производственный допуск увеличивающего составляющего звена.
- производственный допуск увеличивающего составляющего звена. (5.5.3)
(5.5.3) - производственный допуск уменьшающего составляющего звена.
- производственный допуск уменьшающего составляющего звена. , (5.5.5)
, (5.5.5)
 (5.5.6)
(5.5.6)
 при сборке изделий из деталей каждой группы сортировки):
при сборке изделий из деталей каждой группы сортировки): (5.5.7)
(5.5.7) (5.5.8)
(5.5.8) (5.5.9)
(5.5.9) ,
,  – соответственно нижнее и верхнее отклонения i-го производственного составляющего звена, назначенное для обеспечения полной взаимозаменяемости.
– соответственно нижнее и верхнее отклонения i-го производственного составляющего звена, назначенное для обеспечения полной взаимозаменяемости. (5.5.10)
(5.5.10) каждого звена разбивают на k частей, каждая из которых равна допуску по условиям полной взаимозаменяемости внутри группы, причем размер верхней границы группы обычно включают в следующую группу:
каждого звена разбивают на k частей, каждая из которых равна допуску по условиям полной взаимозаменяемости внутри группы, причем размер верхней границы группы обычно включают в следующую группу:


 - минимальное значение i-го производственного составляющего звена.
- минимальное значение i-го производственного составляющего звена. (5.5.12)
(5.5.12) .
. (5.5.13)
(5.5.13) .
.
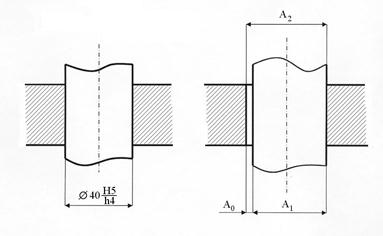
 . Так как в общем машиностроении нет методов обработки, обеспечивающих отверстие по квалитету Н5 и плунжера по квалитету h4, то предусматривается групповая взаимозаменяемость при сборке. Занесём исходные данные в таблицу 5.5.1.
. Так как в общем машиностроении нет методов обработки, обеспечивающих отверстие по квалитету Н5 и плунжера по квалитету h4, то предусматривается групповая взаимозаменяемость при сборке. Занесём исходные данные в таблицу 5.5.1.


 мм.
мм. мм.
мм. мм;
мм; мм.
мм. мм.
мм. мм.
мм. ;
;  .
. , то коррекция полей допусков размеров, назначенных конструктором, не требуется. Полученное значение k округляем в большую сторону. Принимаем число групп сортировки k =7. Расширим допуски на составляющие звенья в соответствии в принятым числом групп сортировки.
, то коррекция полей допусков размеров, назначенных конструктором, не требуется. Полученное значение k округляем в большую сторону. Принимаем число групп сортировки k =7. Расширим допуски на составляющие звенья в соответствии в принятым числом групп сортировки. .
. ;
; .
.






























