Операции ковки
Поковки получают в результате осуществления технологического процесса ковки. Технологический процесс — совокупность технологических операций выполняемых планомерно и последовательно в пространстве и времени для получения деталей, заготовок, изделий. Операции ковки подразделяются на предварительные, основные, вспомогательные и отделочные и отличаются применяемым инструментом. Переходом называется часть операции получения каждой новой поверхности одним инструментом. К предварительным операциям ковки относятся разрубка и надрубка. Разрубка — разделение поковки или заготовки на части путем внедрения кузнечного инструмента. Надрубка — образование углублений на заготовке за счет внедрения кузнечного инструмента на неполную толщину заготовки. К основным операциям ковки относятся осадка, протяжка, прошивка, отрубка, гибка, передача. Осадка — операция уменьшения высоты заготовки с увеличением площади ее поперечного сечения (рисунок 1, а). Осадку заготовки осуществляют между бойками или подкладными плитами (рисунок 1, б). Разновидностью осадки является высадка. При высадке осадка осуществляется на отдельном участке заготовки. Примером высадки (рисунок 1, в) является изготовление головки болта.
Рисунок 1 – Схемы осадки: а — между плоскопараллельными бойками; Протяжка — операция удлинения заготовки или ее части за счет уменьшения площади поперечного сечения (рисунок 2, а). Протяжку проводят последовательными ударами или нажатиями на отдельные участки, примыкающие один к другому, с одновременным перемещением заготовки и поворотами ее на 90°. При каждом нажатии уменьшается высота сечения, увеличиваются ширина и длина заготовки. Общее увеличение длины равно сумме приращений длин за каждое нажатие. При этом увеличение ширины остается равным по всей длине заготовки. Если заготовку повернуть на 90° вокруг горизонтальной оси и повторить протяжку, то уширение, полученное в предыдущем проходе, устраняется, а длина заготовки снова увеличивается. Чем меньше подача при каждом нажатии, тем интенсивнее удлинение. Однако при слишком малой подаче могут получиться зажимы (рисунок 2, б). Протягивать можно плоскими (рисунок 2, а)и вырезными (рисунок 2, в)бойками. При протяжке на плоских бойках в центре изделия могут возникнуть (особенно при протяжке круглого сечения) значительные растягивающие напряжения, которые приводят к образованию осевых трещин. При протяжке с круга в круг в вырезных бойках силы, направленные с четырех сторон к осевой линии заготовки, способствуют более равномерному течению металла и устранению возможности образования осевых трещин.
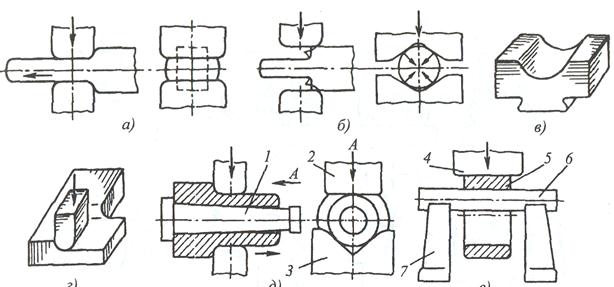
Рисунок 2 – Схемы протяжки и ее разновидности Протяжка имеет ряд разновидностей. Разгонка — операция увеличения ширины части заготовки за счет уменьшения ее толщины (рисунок 2, г). Протяжка с оправкой — операция увеличения длины пустотелой заготовки за счет уменьшения толщины ее стенок (рисунок 2, д). Протяжку выполняют в вырезных бойках (или нижнем вырезном 3 и верхнем плоском 2)на слегка конической оправке 1. Протягивают в одном направлении — к расширяющемуся концу оправки, что облегчает ее последующее удаление из поковки. Раскатка на оправке — операция одновременного увеличения наружного и внутреннего диаметров кольцевой заготовки за счет уменьшения толщины ее стенок (рисунок 2, е). Заготовка 5 опирается внутренней поверхностью на цилиндрическую оправку 6, устанавливаемую концами на подставках 7, и деформируется между оправкой и узким длинным бойком 4. После каждого нажатия заготовку поворачивают относительно оправки. Изменение микроструктуры и механических свойств слитка при осадке и протяжке зависит от степени деформации, которая выражена величиной коэффициента уковки: – в случае увеличения поперечного сечения (осадка)
– в случае уменьшения поперечного сечения (протяжка)
где F н — начальная площадь поперечного сечения; F к — конечная площадь поперечного сечения. Требуемое значение коэффициента уковки выбирают в зависимости от формы и назначения поковок. Так для придания волокнистой структуры средней части слитка углеродистой стали достаточным считается протяжка или осадка с Очевидно, чем больше уковка, тем лучше прокован металл и тем выше его механические свойства. Поэтому протяжку применяют не только для получения поковок с удлиненной осью (валы, рычаги, тяги и т.п.), но и в чередовании с осадкой — для большей уковки металла заготовки, из которой будут изготавливаться механической обработкой ответственные детали (шестерни, муфты и т.п.). Прошивка — операция получения полостей в заготовке за счет вытеснения металла (рисунок 3, а).Прошивкой можно получить сквозное отверстие или углубление (глухая прошивка). Инструментом для прошивки служат прошивни сплошные и пустотелые. Последними прошивают отверстия большого диаметра (400–900 мм). При сквозной прошивке сравнительно тонких поковок применяют подкладные кольца (рисунок 3, б). Более толстые поковки прошивают с двух сторон без подкладного кольца (рисунок 3 а).Диаметр прошивня выбирают равным не более 1/2–1/3 наружного диаметра заготовки. При большем диаметре прошивня форма заготовки значительно искажается. Прошивка сопровождается удаляемой частью – отходом, называемой выдрой.
Рисунок 3 – Схемы прошивки:
Отрубка — операция отделения части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента — топора (рисунок 4).Отрубку применяют для получения из заготовок большой длины нескольких коротких заготовок, а также для удаления излишков металла на концах поковок, прибыльной и донной частей слитков и т.п. Инструмент для отрубки — топоры различной формы. Гибка — операция придания заготовке изогнутой формы по заданному контуру (рисунок 5).Этой операцией получают угольники, скобы, крючки, кронштейны и т.п. Гибка сопровождается искажением первоначальной формы поперечного сечения заготовки и уменьшением его площади в зоне изгиба, называемым утяжкой. Для компенсации утяжки в зоне изгиба заготовке придают увеличенные поперечные размеры. При гибке возможно образование складок по внутреннему контуру и трещин по наружному. Во избежание этого явления по заданному углу изгиба подбирают соответствующий радиус скругления. Передача — смещение одной части заготовки относительно другой при сохранении параллельности осей или плоскостей частей заготовки (рисунок 6).
К вспомогательным операциям относят кузнечную сварку. Кузнечная сварка — операция соединения частей заготовок, нагретых до сварочной температуры, с применением давления. К отделочным операциям ковки относят правку давлением, раздачу и проглаживание. Правка давлением — устранение искажений формы заготовки. Раздача — увеличение размеров поперечного сечения части полой заготовки путем одновременного воздействия инструмента по всему Проглаживание — устранение неровностей поверхности заготовки последовательным местным деформированием.
|







 или
или ,
, равным 2, 5–3. Для поковок из стали карбидного класса, при ковке которых требуется измельчение карбидов и их равномерное распределение по сечению, необходимо принимать
равным 2, 5–3. Для поковок из стали карбидного класса, при ковке которых требуется измельчение карбидов и их равномерное распределение по сечению, необходимо принимать