И упаковывания товаров
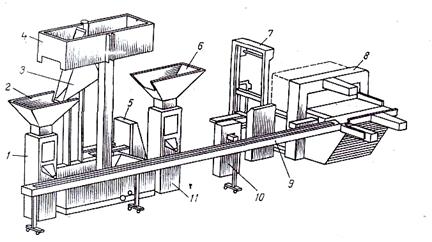
Существуют целые поточные линии, в составе которых функционируют отдельные автоматические машины (автоматические весы, автоматические укладчики товаров в тару-оборудование). К механизированным поточным линиям относятся: ЛФСТ-1 – для фасования и упаковывания сыпучих товаров (сахарного песка, круп), КОФПТ-1 – для фасования и упаковывания кондитерских и других продовольственных товаров, ЛФКС-600А – для фасования и упаковывания картофеля в полимерную сетку, ЛФМП-600 – для фасования и упаковывания моркови в полиэтиленовые пакеты и др. Механизированная линия ЛФСТ-1 предназначена для фасования и упаковывания сахарного песка и круп в бумажные пакеты порциями 0, 5 и 1 кг (рис. 5.6).
Рисунок 5.6 – Поточная линия для фасования и упаковывания сахарного песка ЛФСТ-1: 1, 11 – весы ДРК-1; 2, 6 – приемные бункеры весов; 3 – опрокидывающийся бункер; 4 – установка подачи товара; 5 – стол уравнительный загрузочный; 7 – устройство разгрузочное передвижное УРП-1500; 8 – автомат-укладчик фасованных товаров в тару-оборудование; 9 – ленточный конвейер; 10 – проволокосшивная машина
Линия состоит из двух весов ДРК-1 (I, II), двух приемных бункеров 2, 6, расположенных над весами, установки 4 для подачи сыпучих товаров в приемные бункеры, загрузочного уравнительного стола 5, ленточного конвейера 9, проволокосшивной машины 10, контрольных настольных циферблатных весов, автоматического укладчика фасованных товаров 8 в тару-оборудование и другого оборудования. Производительность линии – 3000 пакетов в час при массе порции 1 кг. Работу линия начинает со следующего. Поддон с мешками на грузовой тележке подвозят к загрузочному уравнительному столу и перегружают на его вилы, а затем поднимают до уровня бункера установки подачи товара, находящегося в нижнем положении. Бункер заполняют товаром. Заполненный бункер установки с помощью электропривода поднимают на высоту до 4 м и опрокидывают, поочередно заполняя левый и правый приемные бункеры весов. В бункерах комки товара и посторонние примеси отсеиваются с помощью сетки. В магнитных колонках, установленных в бункерах, улавливаются металлические примеси. Из бункеров товар равномерно подается через загрузочную воронку на автоматические весы ДРК-1. Пакеты с фасованным товаром периодически взвешивают на настольных циферблатных весах. Заполненные пакеты по ленточному конвейеру направляются к проволокосшивной машине для сшивания проволочными скобками, а затем к автоматическому укладчику товаров в тару-оборудование. Загруженную фасованной продукцией тару-оборудование вывозят на склад готовой продукции. Поточную линию обслуживают пять человек. Механизированная линия КОФПТ-1 используется для фасования и упаковывания продовольственных товаров в пакеты из полимерной (полиэтиленовой) пленки (рис. 5.7).
Рисунок 5.7 – Механизированная линия для фасования и упаковывания продовольственных товаров: 1, 2 – установки УФ-158 для фасования и упаковывания товаров; 3 – электронные весы; 4 – печатающее устройство; 5 – контрольно-кассовая машина; 6 – поворотный стол
Линию применяют в цехах централизованного фасования. В состав линии входят две установки УФ-158 для фасования и упаковывания товаров 1, 2, поворотный стол 6, а также электронный весовой комплекс 3, 4 и контрольно-кассовая машина 5, установленные на рабочих столах. На линии последовательно выполняют следующие операции. С помощью установки УФ-158 фасуют товар в пакеты и заваривают пакеты на сварочном устройстве. Готовые пакеты укладывают на поворотный стол, на котором накапливается запас фасованных товаров. Затем пакет взвешивают на электронных весах, приклеивают этикетку и укладывают в тару или тару-оборудование. Количественный учет массе фасованной продукции ведут с помощью контрольно-кассовой машины. Производительность линии – 960 пакетов в час. Линию обслуживают четыре человека. Механизированную линию ЛФКС-600А применяют для фасования и упаковывания картофеля в пакеты из полимерной сетки порциями по 3 кг (рис. 5.8). Линию используют в цехах централизованного фасования. В состав линии входят: контейнероопрокидыватель 1, первая переборочная машина 2, ванна замачивания картофеля 3, моечно-очистительная машина 4, два наклонных конвейера 5, 8, влагоудаляющая 6, переборочная и калибровочная 7 машины, а также фасовочно-упаковочный агрегат 9, состоящий из автоматических весов и автомат АУО для упаковывания товаров. На линии последовательно выполняют следующие операции. Контейнер с картофелем с помощью электропогрузчика устанавливают в клеть контейнероопрокидывателя. Клеть поднимают и поворачивают для выгрузки картофеля из контейнера в приемный бункер. Из бункера картофель поступает на первую переборочную машину для ручного удаления гнилого картофеля и посторонних примесей. Затем картофель последовательно проходит ванну замачивания, моечно-очистительную машину, приемный бункер первого наклонного конвейера и влагоудаляющую машину. Чистый и сухой картофель поступает на вторую переборочную машину, в приемный бункер второго наклонного конвейера, а затем в калибровочную машину для разделения мелких и крупных клубней. Откалиброванные клубни накапливаются в соответствующих бункерах-питателях. Отсюда они подаются ленточными конвейерами в приемные бункеры двух автоматических весов. При этом на каждые весы сначала подается крупный картофель, а затем – мелкий, что позволяет сформировать заданную массу порции.
Рисунок 5.8 – Механизированная линия для фасования и упаковывания картофеля в полимерную сетку ЛФКС-600А: 1 – контейнероопрокидыватель; 2 – машина переборочная; 3 – ванна замачивания картофеля; 4 – машина очистительно-моечная; 5, 8 – конвейеры наклонные; 6 – машина влагоудаляющая; 7 – машина переборочная; 9 – фасовочно-упаковочный агрегат; 10 – пульт управления; 11 – автомат АНС для натягивания сетки на гильзы
Автоматически взвешенные порции картофеля с каждых весов поочередно поступают в общий приемный бункер и на наклонный скребковый конвейер. В этот момент механизм этикетирования печатает на чековой ленте заранее установленные наименования товара, массу, стоимость и дату фасования и отрезает этикетку. Этикетка падает на порцию картофеля, после этого порция с этикеткой проходит через гильзу с рукавной сеткой в упаковочный автомат АУО. Автомат запечатывает торцы сетчатого пакета металлическими ленточными скобками и отрезает сетку. Готовые пакеты с помощью ленточного конвейера направляются к месту укладки их в тару-оборудование. Эту работу выполняют вручную или с помощью загрузочной машины МЗ-1. Производительность линии – 600 пакетов в час при массе порции 3 кг. Линию обслуживают пять человек. Механизированную поточную линию ЛФПМ-600 для фасования и упаковывания моркови в пакеты из полимерной пленки порциями 0, 5 и 1 кг применяют в цехах централизованного фасования. В состав линии входит следующее оборудование: контейнероопрокидыватель, наклонный конвейер, моечная, влагоудаляющая и переборочная машины, фасовочно-упаковочный агрегат и установка для взвешивания и этикетирования моркови. После мойки, сушки и переборки чистая и сухая морковь подается в приемный бункер фасовочно-упаковочного агрегата. В агрегат входят ковшовый элеватор, упаковочный автомат и конвейер выдачи готовых пакетов. При включении элеватора ковш захватывает из бункера порцию моркови и перемещает ее в гильзу упаковочного автомата. Автомат формирует из рулонной полимерной (полиэтилен-целлофановой) пленки пакет, делает с помощью сварочного устройства продольный и поперечный швы и после заполнения пакета товаром окончательно запечатывает пакет и отрезает его. Готовые пакеты ленточным конвейером подаются на установку взвешивания и этикетирования. В состав установки входят электронные весы и печатающее устройство. Производительность линии – 600 пакетов в час при массе порции 1 кг. Автоматизированные линии для фасования и упаковывания сахарного песка (А5-АЛА), круп (А5-АЛБ), сахарного песка и круп (А5-АЛГ) применяют в крупных цехах централизованного фасования и на фасовочных фабриках. Линии предназначены для изготовления одинарных или двойных бумажных пакетов, фасования в них товаров порциями по 0, 5 и 1 кг и последующего группового упаковывания в однослойную бумагу по 12 пачек. В состав каждой линии входят фасовочно-упаковочный автомат, штабелирующее устройство и автомат для завертывания штабеля в бумагу. Фасовочно-упаковочный автомат выполняет последовательные операции: изготавливает пакет из рулона бумаги, заполняет его товаром, запечатывает и выдает заполненный пакет. Штабелирующее устройство формирует штабель из 12 пакетов и передает его на автомат для завертывания штабеля. Этот автомат упаковывает штабель в бумагу и выдает готовую упаковку. Линию обслуживают два-три человека. Производительность линии А5-АЛА – 4800 пакетов в час, А5-АЛБ – 3600 пакетов в час, А5-АЛГ – 2250 пакетов в час.
|