
Прокатка
Заготовкой для начальных процессов обработки является слиток, полученный в процессе литья, кристаллическое строение которого, как правило, неравномерно по его длине и сечениям. Формирование заготовок или полуфабрикатов, которые в дальнейшем подвергаются различным видам обработки, производится прокаткой Рис.4.1.3.а, б. В результате проката слитков получают различные виды полуфабриката Рис.4.1.4. листы, профиля, трубы, прутки
а б Рис. 4.1.3. Изготовление различных профилей получают на прокатных станах. Прокат применяется во всех отраслях народного хозяйства (строительстве, машиностроении, сельском хозяйстве и т.д.), который, в качестве заготовок, используют для изготовления деталей механической обработкой, а также заготовок для последующей ковки, прессования и различных методов деформирования.
Рис. 4.1.4.
Ковка Одним из видов горячего деформирования является ковка. Ковкой получают заготовки подвергаемые последующей механической обработке, а заготовки называют поковками. Процесс ковки осуществляется последовательным деформированием нагретой заготовки Рис. 4.1.5. где инструмент 2 последовательно воздействует на заготовку 1.
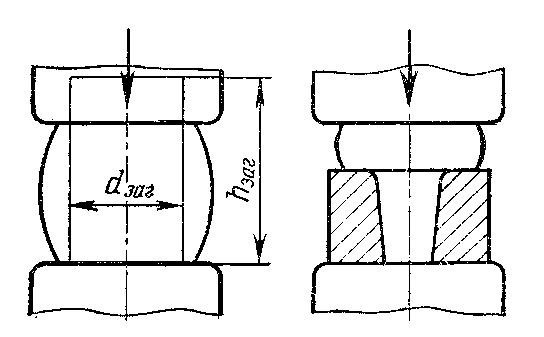
Рис.4.1.5. В мелкосерийном и единичном производстве ковка является экономически целесообразнее процесса штамповки. Ковкой можно получать заготовки как большой (до 250 т.), так и малой массы. Основными операциями ковки являются: осадка Рис.4.1.6..(а), высадка Рис.4.1.6. (б)
а б в г
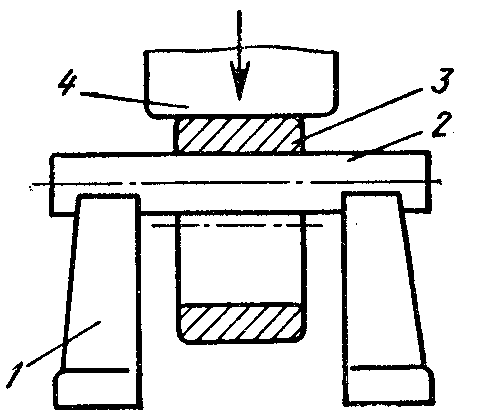
д е ж з Рис.4.1.6. протяжка Рис.4.1.6. (в, г), раскатка на оправке Рис. 4.1.6 (г), прошивка Рис.. 4.1.6 (е), гибка Рис. 4.1.6.(ж), скручивание Рис. 4.1.6.(з) Осадка – операция, связанная с увеличением площади поперечного сечения заготовки. Высадка - разновидность процесса осадки, при которой материал осаживается только на определённой части длины заготовки. Протяжка – операция, связанная с увеличением длины заготовки за счёт изменения площади поперечного сечения. Протяжка производится бойками, имеющими плоскую Рис. 4.1.6. (в) или профилированную Рис.4.1.6. (г) рабочие поверхности. Раскатка – операция, связанная с увеличением диаметра кольцевой заготовки за счёт уменьшения площади сечения. Кольцевая заготовка 3, вместе с цилиндрической оправкой 2, устанавливаются на опоры 1. Ударами бойка 4 заготовка деформируется до требуемого размера. Прошивка – операция, связанная с формированием в заготовке углублений или сквозных отверстий. Гибка – операция, связанная с изгибом заготовки до заданного профиля.
Ковка производится на ковочных молотах и ковочных прессах. Молоты бывают динамического и ударного действия. Металл заготовки деформируется за счёт энергии падающих частей молота. На Рис.4.1.7. приведена схема пневматического молота Конструкция молота состоит: из: станины10, установленной на бетонном фундаменте, в котором вмонтирован массивный шабот (наковальня) 1, с закреплённым на нём нижним бойком 2. Верхний боёк 3 крепится Рис.4.1.7. а штоке поршня 4, который перемещается по рабочему цилиндру 5. Полость рабочего цилиндра связана через золотники 6 и 7 с полостью цилиндра компрессора 9. Поршень компрессорного цилиндра перемещается шатуном 14 и кривошипом 15 от электродвигателя 13 через шестерни 11 и 12 редуктора.
|








 Скручивание – операция, связанная с приданием заготовке спиральной формы относительно продольной оси.
Скручивание – операция, связанная с приданием заготовке спиральной формы относительно продольной оси.


