Фиксация стержней в кокиле
Получение качественной отливки с равномерной толщиной стенок зависит от точности изготовления знаков стержней, предусмотренных зазоров между стержнем и формой, а также от фиксации стержня в определенном направлении [4] (табл. 1.6, рис. 1.1, табл. 1.7, табл. 1.8). Таблица 1.6 Зазоры между направляющими частями металлических стержней и отверстиями для них в кокиле при литье легких сплавов
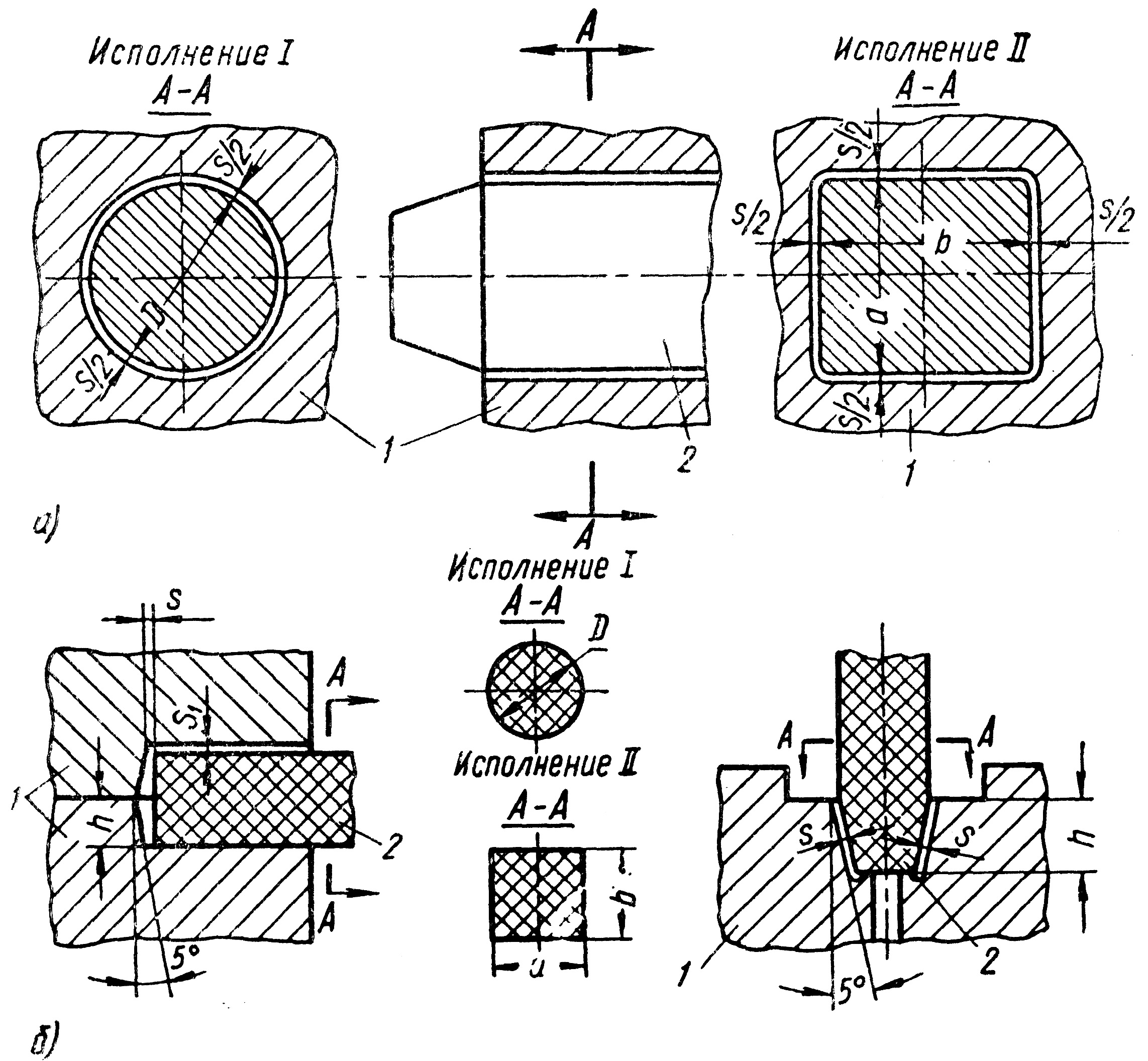
Рис. 1.1. Схемы исполнения зазоров для круглых и прямоугольных стержней: а – металлических; б – песчаных; 1 – кокиль; 2 – стержень
Таблица 1.7 Зазоры между знаками песчаных стержней и отверстиями для них в кокиле при литье легких сплавов
Таблица 1.8 Высота h знаков вертикальных стержней
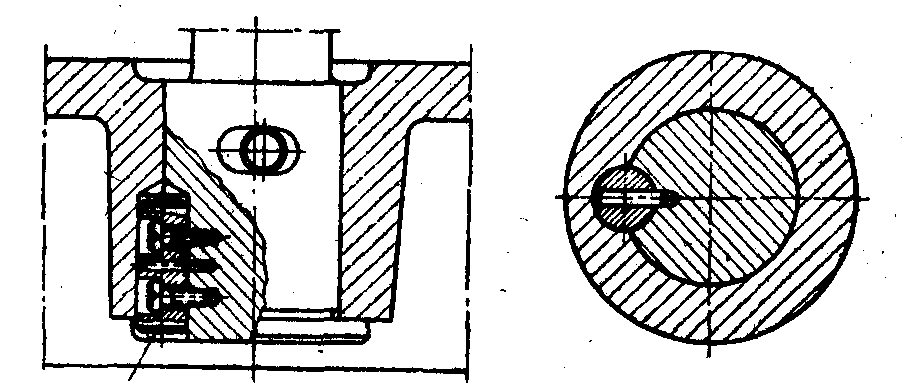
Для предупреждения поворота стержня при его установке в форму предусматривают фиксирующие приспособления (рис. 1.2).
Рис. 1.2. Фиксация стержня в кокиле при помощи среза направляющей стержня
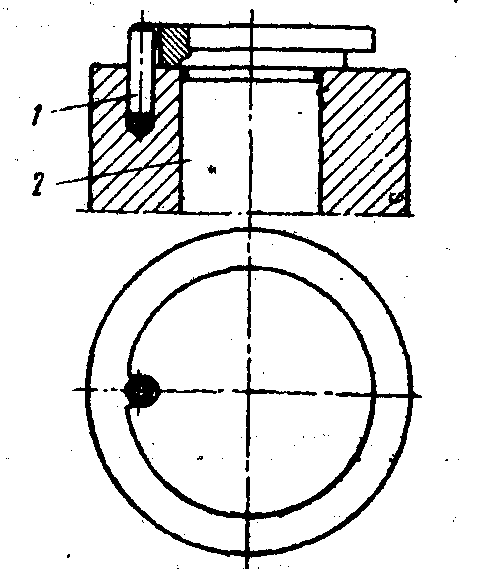
Наиболее простая и надежная фиксация производится при помощи среза с одной стороны направляющей стержня. Если требуется более точная фиксация стержня, ставят шпонку 1. Шпонка в зависимости от размеров стержня делается диаметром 13-32 мм и длиной 28-60 мм. Фиксация круглых стержней производится при помощи штифта 1 (рис. 1.3), размеры которого в зависимости от диаметра стержня 2 принимаются толщиной 10-20 мм, длиной 40-60 мм.
Рис. 1.3. Фиксация стержня в кокиле при помощи штифта
6. Методики расчёта литниковой системы
|
 или D, мм
или D, мм
 или D, мм
или D, мм