Оборудование для заточки резцов
Резцы затачивают на точилах или на заточных станках. На рисунке 12 показан универсально-заточной станок мод. 3А64, состоящего из: 1 – станина; 2 – маховик вертикальной подачи; 3, 4 – кнопки «Стоп» и «Пуск»; 5 – суппорт; 6 – рукоятка закрепления стола от поворота; 7 – винт поворота стола; 8, 9 – упоры; 10 – передняя бабка; 11 – кран охлаждения; 12 – шлифовальная головка; 13 – задняя бабка; 14 – кнопка включения медленной продольной подачи; 15 – рукоятка медленной продольной подачи; 16 – планетарный редуктор; 17 – рукоятка поворота шлифовальной головки; 18 – маховик поперечной подачи; 19 – рукоятка быстрой продольной подачи.
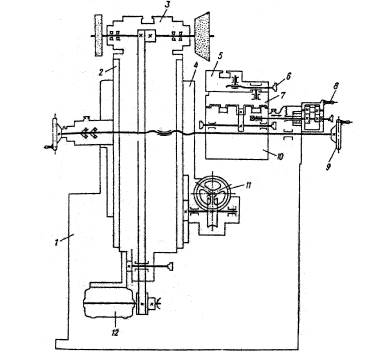
Рисунок 12 – Универсально-заточной станок мод. 3А64 На рисунке13 показана кинематическая схема станка: 1 – станина; 2 – гильза; 3 – шлифовальная головка; 4 – патрубок; 5 – поворотный стол; 6 – рукоятка для поворота поворотного стола на требуемый угол; 7 – верхние продольные салазки суппорта; 8 – рукоятка для перемещения верхних продольных салазок; 9 – маховик для перемещения нижних поперечных салазок; 10 – нижние поперечные салазки суппорта; 11 – маховик для вертикального перемещения гильзы; 12 – электродвигатель.
Рис. 13 – Кинематическая схема универсально-заточного станка модели 3А64 Для установки шлифовальной головки под требуемым углом колонна может поворачиваться в гильзе 2 на 175 град. в обоих направлениях. Угол поворота отсчитывается по шкале, нанесенной на гильзе. При заточке резец устанавливают так, чтобы его затачиваемая поверхность располагалась параллельно рабочей (торцовой) поверхности круга и чтобы режущая кромка находилась на уровне центра круга или на 3-5 мм выше его (при виде сбоку, рис. 13a и б). Заточку производят при вращении круга в направлении от режущей кромки к державке резца. Охлаждают его непрерывной струей жидкости, подаваемой в место соприкосновения резца и круга.
|