Клепка.
Соединение заклепками позволяет получить надежный и, если необходимо, герметичный шов при сборке деталей из различных однородных и неоднородных материалов, в том числе деталей изготавливаемых из плохо свариваемых и паяемых материалов (Al и его сплавы) и пластмасс. Выполнение не требует сложного технологического оборудования и осуществляют с помощью заклепок. Соединяемые детали фиксируют центрирующими вставками, штифтами или в спец установочных приспособлениях. После установки заклепки в отверстия соединяемых деталей осаживают выступающую часть стержня заклепки и осуществляют предварительно замыкание головки.
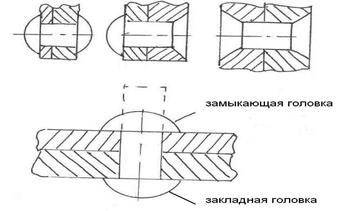
Рисунок 9 Окончательное формование замыкающей головки производят обжимкой. Замыкающую головку образуют холодной ударной клепкой и клепкой давлением с развальцовкой. Выступающая часть стержня заклепки для образования замыкающей головки 1,3…1,6d, для потайных 0,9d, где d –диаметр стержня. Усилие клепки зависит от материала заклепки, размеров и формы головки.
k=28.6 для сферической головки, 4,33 для пустотелых. Материал заклепок сталь 10, 15, медь М1, М2, латунь Л62, алюминий А1,А2, дюралюминий АД1, Д16 и т.д. Для предварительного сжатия склепываемых деталей и образования замыкающих головок используют сменный инструмент. Образование замыкающих головок развальцовкой выполняется обычно на сверлильных станках. Обжимке сообщается вращательное движение с высокой частотой (>1500 об/мин) и осевая нагрузка. При контроле клепаных соединений обращается внимание на качество замыкающих головок, плотность прилегания и неподвижность заклепок, герметичность шва проверяется на спец установках.
Сварка
Сварка – это процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями путем местного или общего нагрева, пластическим деформированием или совместном действии обоих факторов. (ГОСТ 2601-74)
|