Графическое профилирование режущей части обкатного резца.
Графическое профилирование режущей части обкатного резца. Обкатные инструменты применяются не только для изготовления зубчатых колёс, но и для неэвольвентных профилей. Общей особенностью обкатных инструментов является наличие обкаточного движения инструмента и детали. Оно осуществляется механизмами станка либо конструкцией инструмента. Окончательное профилирование при обкате осуществляется методами: огибания, копирования, по переходной кривой и эквидистанте к ней, отдельными точками или участками режущей кромки и т.д. Наиболее распространён метод огибания. Обкатные резцы применяются для обработки деталей типа валиков с фасонными кольцевыми (тела вращения) или винтовыми (червяки и резьбы) образующими. В процессе обработки заготовка детали вращается вокруг своей оси (главное движение резания V). Обкатной резец перемещается поступательно вдоль оси обрабатываемой детали (движение подачи S) и одновременно синхронно с поступательным перемещением вращается вокруг своей оси (движение обката Dw). Последние два движения (Dw и S) в совокупности реализуют процесс обкатки: качение без проскальзывания центроиды инструмента – начальной окружности, по центроиде детали – начальной прямой. Обработка по методу огибания возможна при выполнении следующих условий: 1). Если нормали к профилю обрабатываемой детали: а). пересекают центроиду детали; б). пересекают её в последовательном порядке; в). не пересекаются между собой на участке между профилем и центроидой во впадине детали. 2). Зуб – профиль режущей кромки инструмента имеет достаточную высоту для обработки детали на требуемую глубину. 3) Переходные кривые, получающиеся при обработке в основании профиля, не превосходят допустимой величины. Положение центроиды в профиле детали выбирают с таким расчетом, чтобы выполнялись условия для возможности обработки всего профиля. Для дугового участка профиля детали с центом на центроиде профиль режущей кромки инструмента будет такой же, как профиль детали. Диаметр начальной окружности резца для детали:1). С профилем шага P, повторяющимся по длине детали:
2). С профилем длиной L, не повторяющимся по длине учитывается добавочный участок
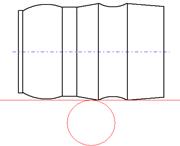
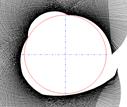
Графическое профилирование обкатного резца производится следующим образом. Сначала выполняется чертёж детали согласно заданию в тонких линиях на листе формата А1, центроиду детали разбивают на равные отрезки (примерно 5 мм) по всей длине (L+ l1) c учетом добавочного и участка на отрезку детали. Через полученные точки разбивки проводят тонкие прямые линии, перпендикулярные детали. Следующим шагом является аналогичная разбивка центроиды резца (окружности диаметром dw), построенной на кальке, на равные участки. Через полученные точки разбивки окружности проводятся радиальные тонкие прямые линии из центра окружности. Для осуществления профилирования резца методом огибания лист кальки накладывают на лист ватмана таким образом, чтобы центроиды резца касались центроиды детали – т.е. совместить точку на кальки с точкой на ватмане, совместив при этом радиальные прямые линии, перпендикулярным оси детали, которые выполняются на ватмане. После прорисовки контуров детали по всем точкам разбивки, к полученным на кальке изображениям контуров проводится огибающая линия(касательная к этим контурам), которая и будет искомой режущей кромкой обкатного резца. Программа «ObkatRez», созданная на кафедре Станков и инструментов, позволяет осуществить автоматизированное построение обкатного резца. Задаётся профиль детали, смещение центроид (линия по которой перекатывается инструмент). Результат построения выводится на экран.При смещении центроид в отрицательном направлении (напр.: -5) радиус детали увеличивается, получается кривая эвольвента.Но возникаеттрудоёмкость обработки торцевых участков – подрезка.При смещение центроид в положительном направлении (напр.: 2,5 мм) у детали нет подрезки, и используется минимальное количество материала.
|

 для отрезки детали:
для отрезки детали: (мм)
(мм)