ПРОВЕРКА КВАЛИФИКАЦИИ СВАРЩИКОВ
4.16. При производстве сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен (должны) сварить допускной стык для труб диаметром до 1000 мм
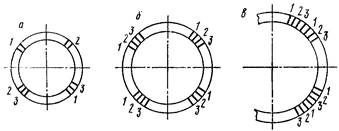
Рис. 3. Схема вырезки образцов для механических испытаний а - трубы диаметром до 400 мм включительно; б — трубы диаметром от 400 мм до 1000 мм; в — трубы диаметром 1000 мм и более; 1 —образец для испытания на растяжение (ГОСТ 6996-66, тип XII или XIII); 2 — образец на изгиб корнем шва наружу (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро; 3 — образец на изгиб корнем шва внутрь (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе, если: он (они) впервые приступил (и) к сварке магистрального трубопровода или имел (и) перерыв в своей работе более трех месяцев; сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования; изменился диаметр труб под сварку (переход от одной группы диаметров к другой — см. группы а, б, в на рис. 3); изменена форма разделки торцов труб под сварку. 4.17. Допускной стык подвергается: визуальному осмотру и обмеру, при котором сварной шов должен удовлетворять требованиям пп. 4.26; 4.27 настоящего раздела; радиографическому контролю в соответствии с требованиями п.4.28 настоящего раздела; механическим испытаниям образцов, вырезанных из сварного соединения в соответствии с требованиями п. 4.19 настоящего раздела. 4.18. Если стык по визуальному осмотру и обмеру или при радиографическим контроле не удовлетворяет требованиям пп.4.26, 4.27, 4.32 настоящего раздела, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание. 4.19. Механическими испытаниями предусматривается проверка образцов на растяжение и на изгиб, вырезанных из сварных соединений. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать указанным на рис. 3 и в табл. 3. Таблица 3
Образцы для проведения механических испытаний должны быть подготовлены в соответствии с требованиями ГОСТ 6996—66 и настоящей главы. 4.20. Временное сопротивление разрыву сварного соединения, определенное на разрывных образцах со снятым усилением, должно быть не меньше нормативного значения временного сопротивления разрыву металла труб. 4.21. Среднее арифметическое значение угла изгиба образцов, сваренных дуговыми методами сварки, должно быть не менее 120°, а его минимальное значение — не ниже 100°. 4.22. Среднее арифметическое значение угла изгиба образцов, сваренных стыковой сваркой оплавлением, должно быть не менее 70°, а его минимальное значение — не ниже 40°. При подсчете среднего значения все углы больше 110° принимаются равными 110°. 4.23. Если образцы, вырезанные из стыка, имеют неудовлетворительные показатели механических свойств согласно требованиям пп. 4.20—4.22 настоящего раздела, то испытания проводятся на удвоенном количестве образцов, вырезанных из повторно сваренного стыка; в случае получения при повторном испытании неудовлетворительных результатов бригада сварщиков или отдельный сварщик признаются не выдержавшими испытание и должны пройти переподготовку.
|