Контроль технического состояния ротора.
Контроль валовых элементов ротора. Контроль технического состояния ротора включает в себя комплекс проверочных операций разного назначения. После укладки ротора на специальные стойки все детали ротора очищаются и промываются от солей, а затем продуваются сжатым воздухом. Детали ротора подвергаются стилоскопическому и дефектоскопии, а также визуальному осмотру. При осмотре ротора проверяется надежность крепления его деталей. Шейки ротора осматриваются с целью выявления повреждения в виде царапин, рисок, задиров, коррозии. Проверяются также диаметр и эллипсности и конусности шеек не должны превышать 0,02 мм. Превышения указанного значение приведет к нарушению работы подшипников. Возникновения элипсности и конусности является следствием неравномерности их износа. Эти дефекты шеек лучше всего устраняются их проточкой на токарном станке. Ограничения осевого смещения ротора добиваются с помощью медных пластин, закрепленных на фланцах корпусов подшипников и упертых в галтели вала. Места замера и допустимые значения биения ротора указываются в формулярах завода-изготовителя. При отсутствии таких указаний для замеров выбираются сохранившиеся после механической обработки поверхности ротора, не имеющие повреждений. Примерные места замеров радиального биения ротора на рис (). Измерения биения выполняются в нескольких радиальных плоскостях, количество которых обычно равно числу болтов соединительной муфты. Перед замерами биения окружность каждого проверяемого сечения ротора разбивается на части. Отметки наносятся по образующим цилиндрических поверхностей ротора, лежащих в одной продольной плоскости с осями отверстий под болты соединительной муфты. Начальное положения ротора обычно указывается кернением на полумуфте. У турбин с автоматами безопасности бойкового типа это положение устанавливается по бойкам. После поворота ротора на После окончания измерения выполняется подсчет радиального биения ротора для каждого проверяемого сечения. Значение биения подсчитывается как алгебраическая разность показаний индикатора в диаметрально противоположных точках сечения. Максимальное радиального биения будет в плоскости максимальной разности показаний индикатора. Отметка с максимальным показанием индикатора - место максимального биения.
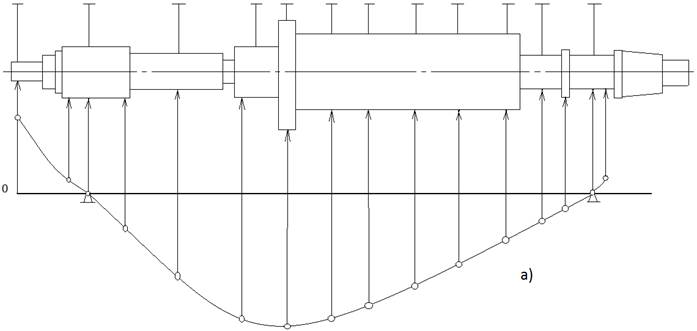
Места замера и построение кривой прогиба: а – места замера; б – отметки установки индикатора.
|
 повторное показание индикатора в точке 1 должно совпадать с первоначальным. Этот замер контролирует правильность измерений. Если повторное показание индикатора на отметки 1 не получается равным начальному, то при проворачивании ротора индикатор был сбит. В этом случае необходимо проверить отсутствие поперечных и осевых смещений ротора при его проворачивании.
повторное показание индикатора в точке 1 должно совпадать с первоначальным. Этот замер контролирует правильность измерений. Если повторное показание индикатора на отметки 1 не получается равным начальному, то при проворачивании ротора индикатор был сбит. В этом случае необходимо проверить отсутствие поперечных и осевых смещений ротора при его проворачивании.