Рекомендуемый перебег фрезы для косозубых колес, мм
Таблица 1.4 Суммарная величина врезания l 1 и перебега l 2 при фрезеровании шлицев червячными фрезами
Таблица 1.6 Режимы резания при зубофрезеровании однозаходными Червячными фрезами из быстрорежущей стали
1.5 Нарезание зубьев долбяками. 1.7 Зубья цилиндрических прямозубых и косозубых колес нарезают долбяками в виде колес и реек на зубодолбежных станках, работающих по принципу обката. Долбяк имеет форму нарезаемого колеса. Долбяки диаметром 100 и 75 мм применяют для наружного и внутреннего долбления, долбяки диаметром 50 и 25 мм – для внутреннего долбления, т. е. для нарезания зубьев колес с внутренним зацеплением. Для нарезания косозубых колес необходим долбяк со спиральным зубом и с тем же углом подъема спирали, что и нарезаемое колесо; он получает добавочное вращение от специального копира, помещенного в верхней части шпинделя долбяка. Обработку производят за один ход для колес с модулем 1 – 2 мм, за два хода для колес с модулем 2 – 4 мм и за три хода – при модулях свыше 4 мм.
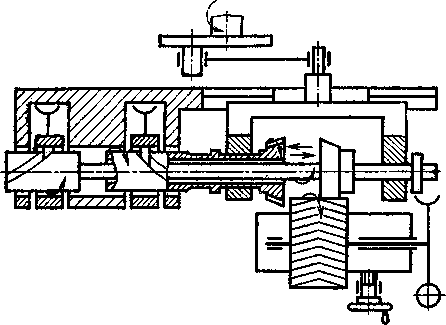
Рис.5. Схема долбления зубьев шевронного колеса
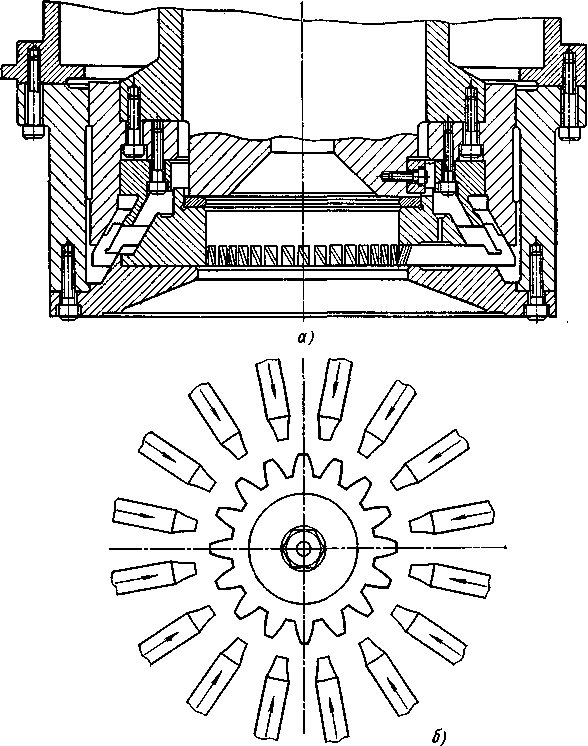
Колеса, конструкция которых допускает свободный выход инструмента, при модулях свыше 3,5 мм, целесообразно подвергать предварительной обработке на зубофрезерных станках, а чистовой – на зубодолбежных, так как при больших модулях зубофрезерование более производительно, чем зубодолбление. При нарезании зубьев блочных колес, в которых нет выхода для фрезы, а также колес внутреннего зацепления зубодолбление является основным методом обработки. Зубодолбежные станки (5122, 5123, 5130 и др.) обеспечивают поверхность зубьев 7 – 8-й степени точности. На специальных зубодолбежных станках двумя спиральными долбяками нарезают зубья шевронных колес (рис.5). Зубодолбление долбяком-гребенкой применяется редко. Этот метод по сравнению с обработкой долбяком имеет то преимущество, что при нарезании косозубых колес суппорт с гребенкой повертывается на угол наклона зуба, а поэтому не требуется специальный долбяк. Кроме того, для крупномодульных колес (m свыше 10 мм) гребенка дешевле долбяка. Долбление зубьев методом копирования с помощью многорезцовой головки (рис.6, а) заключается в том, что все зубья изготовляемого колеса обрабатывают одновременно специальной многорезцовой головкой с набором профильных резцов, число которых равно числу зубьев обрабатываемого колеса (рис.6, б). Резцы расположены в точных радиальных пазах головки. Заготовка имеет возвратно–поступательное движение – вверх и вниз. Когда заготовка входит внутрь неподвижной резцовой головки, все резцы одновременно производят нарезание зубьев. Этот метод обеспечивает наибольшую производительность по сравнению с другими методами и экономичен только при большом выпуске одинаковых колес, так как для нарезания колес с определенным числом зубьев и модулем на станках 5110, 5120 и 5130 должна быть изготовлена специальная многорезцовая головка.
Рис.6. Схема зубодолбления специальной многорезцовой головкой
В единичном и мелкосерийном производстве зубья неточных зубчатых колес можно обработать на долбежном или строгальном станках фасонным резцом, профиль которого должен соответствовать впадине зуба колеса. Резец совершает возвратно-поступательные перемещения, а заготовка за каждый двойной ход резца получает периодическое радиальное перемещение (движение подачи). Нарезание впадины зуба будет закончено, когда резец полностью образует ее, после этого заготовка возвращается в исходное положение. С помощью делительного устройства заготовка поворачивается на один зуб, а потом нарезается соседняя впадина зуба и т. д. Такой малопроизводительный способ нарезания зубьев иногда применяют в условиях ремонта при отсутствии зуборезных и горизонтально-фрезерных станков.
|