РАЗРАБОТКА МАРШРУТНОГО ТЕХПРОЦЕССА И РАЗРАБОТКА ОПЕРАЦИЙ
Изготовление изделий на машиностроительных предприятиях осуществляется в результате производственного процесса, т.е. совокупности всех действий людей и орудий производства, необходимых для превращения сырья и полуфабрикатов в готовые изделия. Важнейшим элементом производственного процесса является технологический процесс, содержащий целенаправленные действия по изменению и последующему определению размеров, формы, взаимного расположения, а так же состояние труда. Каждый технологический процесс состоит из операций.
005-фрезерно-центровальная; 010 – токарно-черновая; 015 – токарно-черновая; 020 – чистовое точение с образованием фасок; 025 – чистовое точение с образованием фасок; 030 – зубофрезерная; 035 – шлифование опорных шеек; 040 – шлифование поверхностей под зубчатые колёса; 045 – фрезерование шпоночного паза; 050 – повторное шлифование опорных шеек; 055 – повторное шлифование поверхностей под колёса; 060 – хонингование зубьев. Принятую в данном варианте технологического процесса общую последовательность считаем целесообразной, так как соблюдаются принципы последовательности формирования свойств обрабатываемой детали (рис.2.1).
Рис. 2.1.
005-фрезерно-центровальная операция. Фрезерно-центровальный полуавтомат МР-71М. Фрезеруются одновременно 2 торца (рис. 2.2). Тфр=0,006*l l1=d1=40 мм; l2=d2=50 мм Тфр=0,006*50=0,3 мин Тц=0,00052*l*d=1,3 мин d-диаметр отверстий, мм l-длина отверстий, мм ∑То1=1,3 мин
Рис. 2.2.
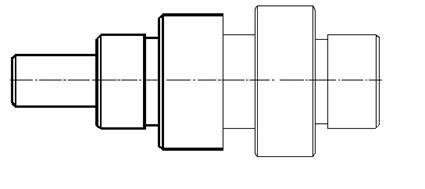
010-токарно-черновая операция (рис. 2.3). Токарно-винторезный станок 16К20. То2=0,00017*l*d1=0,00017*125*51,25=1,08 мин l-длина обрабатываемого участка детали, мм d1= (60+45+50+50)/4=51,25 мм d=m*(z+2)=1,5*(30+2)=48 мм d-диаметр вершин зубьев шестерни
015- токарно-черновая операция (рис.2.4). Токарно-винторезный станок 16К20. То3=0,00017*l1*d`=0,00017*105*48,75=0,87 мин l1-длина обрабатываемого участка детали, мм d`-средний диаметр обрабатываемого участка детали, мм d`=(40+50+45+60)/4=48,75мм
Рис. 2.4.
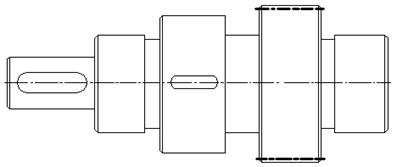
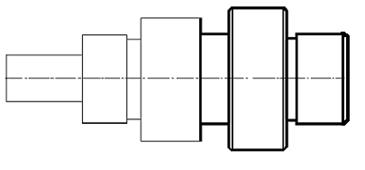
020-чистовое точение с образованием фасок (рис.2.5). Токарно-винторезный станок 16К20. То4=0,00017*l4*d=0,00017*125*51,25=1,09 мин
Рис. 2.5.
025-чистовое точение с образованием фасок (рис.2.6). Токарно-винторезный станок 16К20. То5=0,00017*l1*d`=0,00017*105*48,75=0,87 мин l1-длина обрабатываемого участка детали, мм d`-средний диаметр обрабатываемого участка детали, мм d`=(40+50+45+60)/4=48,75 мм
Рис. 2.6
030-фрезерование зубьев на станке 5М-310 (рис.2.7). То6=0,0022*b*D=0,0022*60*45=5,94 мин b-ширина шестерни, мм D-делительный диаметр шестерни, мм
b=60 мм
Рис. 2.7
035-шлифование опорных шеек (рис 2.8). Станок 3М151. То7=0,00015*l*d=0,00015*(22+22)*50=0,33 мин l-длина обрабатываемого участка детали, мм d- диаметр обрабатываемого участка детали, мм
Рис. 2.8 040-шлифование поверхностей зубчатых колёс (рис. 2.9). Станок 3М151. То8=0,00015*l*d=0,00015*50*40=0,3 мин То8=0,00015*l*d=0,00015*30*60=0,27 мин l-длина обрабатываемого участка детали, мм d- диаметр обрабатываемого участка детали, мм ∑То8=0,57 мин
Рис. 2.9
045-фрезерование шпоночного паза (рис.2.10). Станок 6Д92. То9=0,0004*l=0,0004*22=0,88 мин То9=0,0004*l=0,0004*22=0,88 мин ∑То9=1,76 мин
Рис. 2.10.
050- повторное шлифование опорных шеек (рис.2.11). Станок 3М151. То10=0,00015*l*d=0,00015*(22+22)*50=0,33 мин l-длина обрабатываемого участка детали, мм d- диаметр обрабатываемого участка детали, мм
Рис. 2.11. 055- повторное шлифование поверхностей под колёса. Станок 3М151 (рис.2.12). То11=0,00015*l*d=0,00015*50*40=0,3 мин То11=0,00015*l*d=0,00015*30*60=0,27 мин l-длина обрабатываемого участка детали, мм d- диаметр обрабатываемого участка детали, мм ∑То10=0,57мин
060-хонингование зубьев на станке 5В913 (рис. 2.3). То12=3÷5=4мин
Рис. 2.13.
|
 Определим тип производства для заданного технологического процесса механической обработки вала-шестерни, пользуясь исходными данными: годовая программа, программа выпуска 48000 деталей, режим двухсменной работы при сорокачасовой рабочей неделе. Технологический процесс состоит из 12-ти операций механической обработки:
Определим тип производства для заданного технологического процесса механической обработки вала-шестерни, пользуясь исходными данными: годовая программа, программа выпуска 48000 деталей, режим двухсменной работы при сорокачасовой рабочей неделе. Технологический процесс состоит из 12-ти операций механической обработки: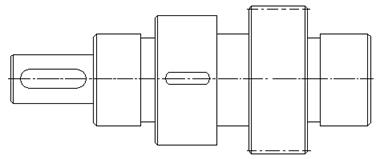
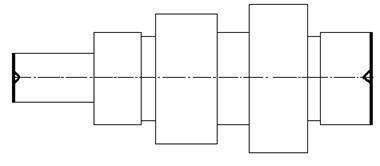
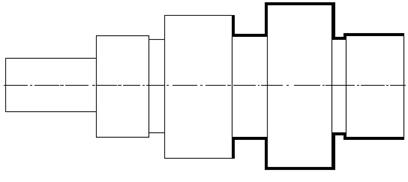
 Рис. 2.3.
Рис. 2.3.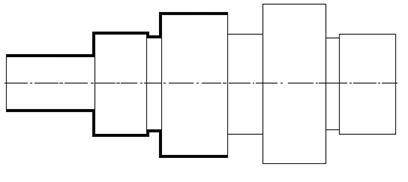
 D=m*z=1,5*30=45 мм,
D=m*z=1,5*30=45 мм,
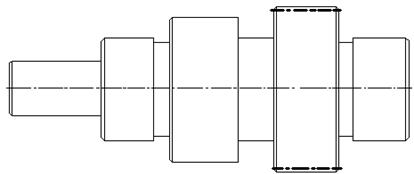
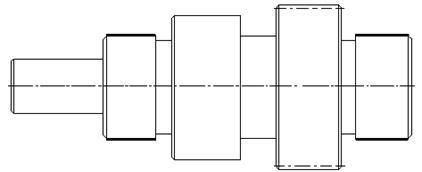
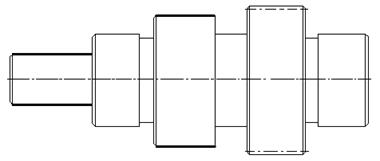
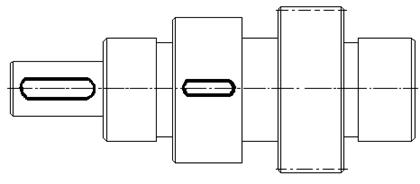
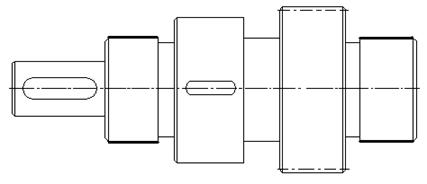
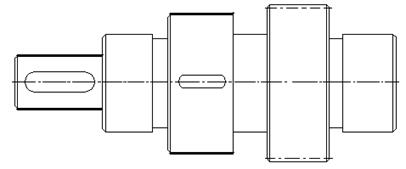
 Рис. 2.12.
Рис. 2.12.