Зона резания
В ходе каждого процесса жидкостного охлаждения, СОЖ на масляной или водной основе направляются в сторону режущей кромки инструмента, но могут не достигать зоны резания. По мере роста температуры, в зоне резания образуется пар из охлаждающей жидкости. В результате формируются микроскопические пузырьки с температурой выше 1.832°F (1.000°С), которые не дают жидкости соприкасаться с зоной резания.
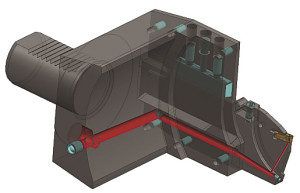
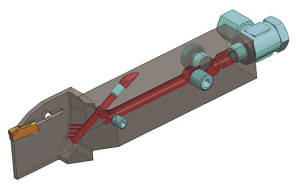
Держатель VDI с каналом под СОЖ (на рисунке отмечен красным цветом) подает жидкость напрямую через сменную твердосплавную пластину Струя охлаждающей жидкости под давлением 725 psi (50 бар) может «перейти» или разбить эти пузырьки. Для этого необходимо, чтобы охлаждающая жидкость подавалась под давлением между режущей кромкой и заготовкой. Подача жидкости под давлением может затрудняться при прохождении через внешние трубы и наконечники для подачи СОЖ, а особенно через канавки или глубокие отверстия, где обрабатываемый материал становится препятствием. Эта процедура требует постоянного контроля. Растущий спрос на высокую производительность в ходе проточки канавок на заготовках из современных марок стали с учетом повышенного уровня прочности и твердости привел к внесению конструктивных улучшений режущих инструментов.
Отрезная державка квадратного сечения с внутренними каналами подвода СОЖ обеспечивает поступление жидкости под давлением в зону ниже области резания Производители инновационных инструментов являются лидерами в этой области и уже разработали новые процессы охлаждения, где задействованы пары СОЖ под высоким давлением. Эти разработки включают в себя различные методы подачи жидкостей через держатель инструмента и методы точного направления струи охлаждающей жидкости напрямую к заготовке через наконечник для подачи СОЖ, зажимные приспособления и прочие соответствующие поверхности. Инструменты для проточки канавок, имеющие внутренние каналы для СОЖ подают жидкость так, чтобы она прошла по заданному направлению и удалила стружку. В результате охлаждающая жидкость, подаваемая через инструментальную оснастку, значительно повысила срок службы инструмента и производительность за счет модернизации всего рабочего процесса.
|