
Типичные дефекты при выполнении разметки, причины их появления и способы предупреждения
Тема 3. Рубка, резка, правка и гибка металла. Рубка. Рубка металла представляет собой операцию обработки металлов резанием, при которой с помощью режущего инструмента – зубила, крейцмейселя или канавочника – с заготовки или детали удаляют излишний слой металла или заготовку разрубают на части, вырубают отверстие в листовом металле, прорубают смазочные канавки и т.п. Рубку производят в тех случаях, когда по условиям производства станочная обработка трудно выполнима или нерациональна и когда не требуется высокая точность обработки. Рубку мелких заготовок производят в тисках, крупные заготовки рубят на плите или наковальне, особо крупные на том месте, где они находятся. Для рубки применяются следующие инструменты: зубило, крейцмейсель, канавочники.

Рисунок 3.1 Инструменты для рубки После термической обработки режущая кромка должна иметь твердость НRС 55...60; боек НRС 35...40. Зубила изготавливают длиной 100-200 мм, ширину режущей кромки соответственно выбирают 5...25 мм. Угол заострения зубила в зависимости от обрабатываемого материала затачивают на заточном станке до следующих размеров (град): Твердые материалы (чугун, твердая сталь, бронза) - 70 Материалы средней твердости (сталь) - 60 Мягкие материалы (медь, латунь) - 45 Алюминиевые сплавы и цинк - 35 Чем меньше угол заострения, тем меньшую силу необходимо приложить для резания. Головка зубила - боек делается всегда в виде усеченного конуса с полукруглым верхним основанием, так как в этом случае наносимый молотком удар приходится по центру головки зубила. Конусная головка, кроме того, меньше расклепывается при работе. Крейцмейсель (рис. 3.1, б) отличается от зубила более узкой режущей кромкой. Применяется для вырубания узких канавок, пазов и т.п. Чтобы крейцмейсель, углубляясь в канавку, не заклинивался, его режущую кромку делают несколько шире рабочей части. Крейцмейселем также пользуются для срубания поверхностного слоя с широкой чугунной плиты, когда сначала прорубают узкие канавки, а затем оставшийся металл зубилом. Углы заточки, твердость рабочей и ударной части крейцмейселя те же, что и у зубила. Канавочники (рис. 3.1, в) отличаются от крейцмейселя только изогнутой формой режущей кромки и применяются для вырубания смазочных канавок во вкладышах и втулках подшипников и при других подобных работах. Зубило располагают на верстаке с левой стороны тисков режущей кромкой к себе, а молоток – с правой стороны бойком направленным к тискам. Большое значение при рубке имеет правильное положение корпуса слесаря: при рубке надо стоять у тисков устойчиво вполоборота к ним, левей тисков (рис. 3.2, а). Положение ног слесаря показано на рис. 3.2, б. Качество и производительность рубки зависит от вида ударов молотком. Различают 3 вида удара молотком: а)кистевой, б)локтевой, в)плечевой (рис 3.3). Перед началом работы необходимо выполнить тренировочные упражнения по нанесению различных ударов молотком.
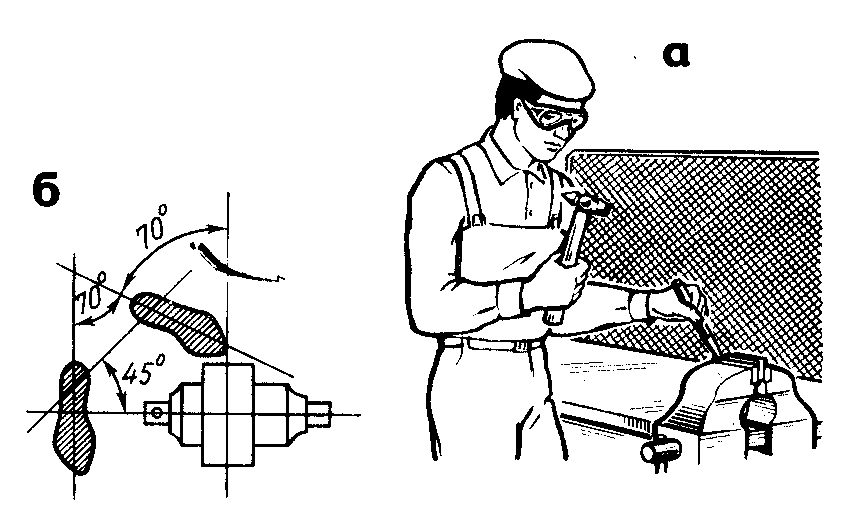 
В процессе рубки металла руки должны действовать согласованно. Правой рукой нужно точно ударять молотком по зубилу, левой – в промежутках между ударами перемещать зубило по металлу. При ударе смотреть не на головку, а на режущую кромку зубила. При рубке полосового и листового металла по уровню губок тисков часть заготовки, уходящая в стружку (срубаемая), должна быть над губками тисков, риска разметки – находиться точно на уровне губок без перекоса, в начале рубки заготовка не должна выступать за правый торец губок, рубку выполнять локтевым ударом. Заточку зубил и крейцмейселей производят на заточных (точильных) станках (рис. 3.4, а). Для заточки инструмента из инструментальных сталей (углеродистой, легированной и быстрорежущей) применяют шлифовальный круг из электрокорунда зернистостью 40, 50 или 63 на керамической связке (ПП 15А, 50Н СМ2 5 К5 А). ПП – форма круга плоскопрямоугольная 15А – электрокорунд 50Н – зернистость круга нормальная СМ2 – степень твердости 5 – структура круга К5 – связка круга, керамическая А – класс круга. Угол заострения проверяют шаблоном, на котором имеются угловые вырезы 70, 60, 45 и 35о (рис. 3.4, б, в). После заточки мелкозернистым абразивным бруском снимают заусенцы (заправляют лезвие).

|



