Основные требования, предъявляемые к источникам питания сварочной дуги и их классификация.
Источники питания сварочной дуги должны обеспечивать легкое зажигание и стабильное (устойчивое) горение дуги в процессе сварки. Основными техническими показателями источников питания (ИП) сварочной дуги являются: · внешняя характеристика; · напряжение холостого хода (Uхх); · относительная продолжительность работы (ПР); · относительная продолжительность включения в прерывистом режиме работы (ПВ). Внешняя характеристика. Свойства источника питания определяются его внешней характеристикой, представляющей кривую зависимости между током в цепи и напряжением на зажимах источника питания (Рис.3.10). В зависимости от конструкции и электрической схемы источников питания их внешние характеристики могут быть: · Крутопадающие; · Пологопадающие; · Пологовозрастающие (Рис. 3.10а). · Жесткие;
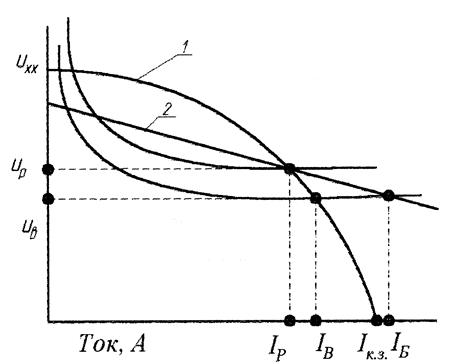
Рис. 3.10б. Связь внешних характеристик источника питания (кривые 1,2) с вольтамперной характеристикой дуги разной длины (кривые 3,4): L1 > L2 Внешняя характеристика источника питания должна соответствовать статической характеристике дуги. При ручной дуговой сварке статическая вольтамперная характеристика дуги жесткая. В этом случае необходим источник питания с падающей (крутопадающей) характеристикой (Рис.3.10а) для обеспечения устойчивого горения и саморегулирования дуги. При сварке постоянным током в защитных газах статическая вольтамперная характеристика дуги возрастающая. В этом случае необходим источник питания с жесткой или полого возрастающей характеристикой (кривые 3 и 4 на Рис.3.10а). Для облегчения возбуждения дуги при полого падающей, жесткой и полого возрастающими характеристиками применяют источники питания с повышенным напряжением холостого хода (пунктирные линии на Рис.3.10а). При автоматической и полуавтоматической сварке плавящимся электродом более приемлемы источники питания с пологопадающими характеристиками (кривая 2, Рис.3.10а). При пологопадающей характеристике (2) в случае незначительного уменьшения длины дуги резко возрастает ток (точка Б на прямой 2, Рис.3.10б). Это приведет к увеличению скорости плавления проволоки, что вызывает удлинение дуги, а, следовательно, напряжение повышается до точки А, соответствующей условиям устойчивого горения дуги при рабочем напряжении Uр. Таким образом, происходит саморегулирование дуги. Тоже наблюдается и при ручной дуговой сварке (Рис.3.10б). Точки А и В, расположенные на пересечении характеристик дуг (3) и (4) с характеристикой (I) источника питания, отвечают условиям устойчивого горения как короткой (точка В), так и длиной (точка А) дуг. При незначительном уменьшении сварочного тока в дуге (влево по кривой (I) от точки А, Рис.16б) её напряжение будет меньше напряжения источника питания, определяемого кривой (I), что вызовет увеличение тока в дуге; наоборот, при увеличении тока дуги (вправо по кривой (I) от точки А, Рис.3.10б), напряжение источника окажется ниже напряжения дуги, это приведет к уменьшению тока дуги и восстановлению её горения. Для этих источников питания (с крутопадающей характеристикой) изменение сварщиком длины дуги, т.е. переход с характеристики (3) на характеристику (4), почти не изменит силу тока дуги. Таким образом, при крутопадающей характеристике источника питания сварочная дуга наименее чувствительна к изменению её длины. К вопросу о явлении саморегулирования. При автоматической и ручной сварке плавящимся электродом для поддержания неизменной длины дуги и стабильности режима её горения необходимо подавать электрод со скоростью, равной скорости его плавления. Скорость плавления в первом приближении пропорциональна току дуги, поэтому дуга в способах сварки с применением плавящихся электродов обладает свойством саморегулирования. Это свойство выражается в том, что при постоянной скорости подачи электрода в цепи устанавливаются такие величины тока и напряжения, при которых скорость плавления будет равна скорости подачи. В случае, например, внезапного удлинения дуги, ток в цепи уменьшится, скорость плавления также уменьшится. Поэтому скорость подачи электрода станет больше скорости его плавления – дуга начнет укорачиваться, а ток увеличиваться. Следовательно, возникшее отклонение длины дуги (удлинение) начнет уменьшаться, и система вновь придет в состояние равновесия, при котором исходная длина дуги и режим сварки восстановятся. Скорость подачи станет вновь равной скорости плавления. Так как восстановление исходного режима при изменении длины дуги происходит без воздействия специального автоматического регулятора, то указанное свойство дуги с плавящимся электродом называется явлением саморегулирования длины электрической дуги.
|