ПЛАЗМЕННО-ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА
5т
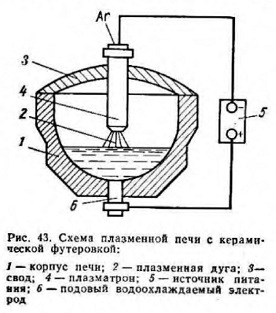
Печи этого типа в отношении их конструкции являются модификацией обычных дуговых сталеплавильных печей. Сталеплавильная печь содержит керамический тигель с вертикальным плазмотроном, установленным в своде, и подовый электрод, установленный соосно вертикальному плазмотрону, и три стеновых плазматрона, установленных в стенах тигля под углом к горизонтальной плоскости поверхности ванны металла. При этом стеновые плазмотроны установлены под углом 15-30° к горизонтальной плоскости и одновременно развернуты таким образом, что их продольные оси направлены по касательной к окружности, проходящей через центры расположения на поверхности ванны анодных пятен от дуг стеновых плазмотронов, при этом радиус данной окружности составляет 0,23-0,26 диаметра ванны металла, а расстояние от среза каждого стенового плазмотрона до анодного пятна составляет 0,5-0,6 диаметра ванны. Принцип работы
При загрузке печи на подину загружают малогабаритную шихту, предохраняющую подину от разрушения и обеспечивающую хороший электрический контакт с подовым электродом. Для связывания кислорода воздуха, оставшегося в объеме печи после «промывки» его рабочим газом, в состав завалки целесообразно вводить небольшое количество материалов, связывающих кислород (силикокальций, ферросилиций, магний и др.). Перед включением печи из плавильного объема необходимо вытеснить воздух рабочим газом. Для этого через один из плазмотронов подают аргон или другой плазмообразующий газ, подняв при этом второй плазмотрон до предела и давая тем самым выход воздуху. Спустя 7—8 мин плазмотрон опускают и начинают плавку. В начале плавления энергия дуги хорошо поглощается холодной шихтой в анодном пятне и теплопроводностью передается остальной шихте. Под плазмотронами очень быстро прожигаются колодцы. В дальнейшем тепло дуги поглощается в основном скапливающимся на подине печи жидким металлом, сильно перегревающимся и растворяющим твердую шихту. Таким образом, в отличие от обычных дуговых печей расплавление шихты в плазменных печах идет снизу и футеровка значительное время оказывается экранированной от излучения с поверхности жидкого металла твердой шихтой. Это позволяет значительно увеличивать нагрузку и уменьшать продолжительность расплавления по сравнению с плавлением обычной дугой. После расплавления и нагрева металла расплав выдерживают для его рафинирования и при необходимости присаживают раскислители и легирующие. Из-за высокой температуры контактирующих с дугой слоев газа и высокой степени диссоциации двухатомных газов при плазменной плавке концентрация газов в металле изменяется в соответствии с изменением их парциального давления в печной атмосфере. Это дает возможность регулировать, например, содержание азота в металле простым изменением его концентрации в атмосфере печи и получать легированную азотом сталь без использования специальных азотированных ферросплавов.
Использование плазменного нагрева значительно упрощает технологию получения качественного металла в больших количествах, улучшает условия труда. Плазменная печь работает практически бесшумно и значительно меньше выделяет дыма.
|