Нарезание треугольной резьбы плашками
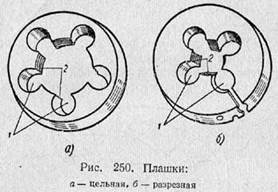
Наружную треугольную резьбу небольших размеров можно нарезать плашками. Плашка (рис. 250) представляет собой цельное или разрезное кольцо с резьбой на внутренней поверхности и стружечными канавками 1; канавки служат для образования режущих кромок 2, а также для выхода стружки.
Плашки изготовляют из углеродистой или легированной стали. Круглые плашки изготовляют цельными (рис. 250, а) или разрезными (рис. 250, б). Диаметр разрезных плашек можно регулировать в небольших пределах и таким образом несколько восстанавливать размер инструмента после износа, что удлиняет срок его службы. Разрезные плашки применяют для нарезания резьб невысокой точности. Более точную резьбу дают цельные плашки, так как они обладают большей жесткостью. Срок службы цельных плашек меньше. Приемы нарезания резьбы плашками. Для работы плашку вставляют в специальный плашкодержатель (рис. 251) и закрепляют винтами, которые входят в углубления на боковой поверхности плашки.
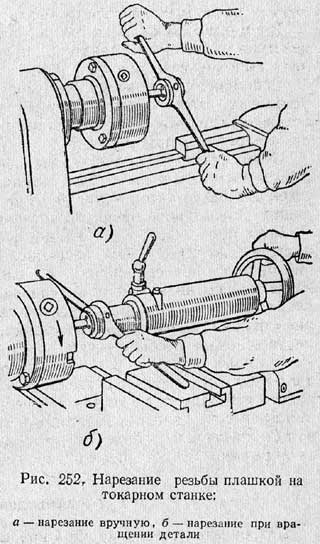
Нарезаемую деталь закрепляют в патроне; она должна быть предварительно обточена по наружному диаметру резьбы болта. На торце детали нужно снять фаску, чтобы плашка легче врезалась. Если диаметр детали слишком мал, резьба получается недостаточно глубокой, неполного профиля. Если же диаметр заготовки слишком велик, то в процессе нарезания резьба может быть сорвана, так как плашка будет срезать много металла; в лучшем случае резьба получится нечистой. Нарезание резьбы плашкой часто начинают с нарезания вручную нескольких ниток на неподвижной заготовке при помощи плашкодержателя с двумя рукоятками (рис. 252, а). После этого включают станок и ведут нарезание дальше, упирая рукоятку плашкодержателя в суппорт (рис. 252, б). При нарезании резьбы плашкой придерживать рукоятку руками после пуска станка не разрешается. Чтобы при дать правильное направление плашке, нужно в начале нарезания прижимать ее пинолью задней бабки, подаваемой вручную.
Режимы резания при нарезании резьбы плашками. При нарезании резьбы плашками скорость резания должна быть малой, это увеличивает срок службы плашки. Рекомендуются следующие скорости резания: для стали — 3—4 м/мин; чугуна — 2,5 м/мин; латуни — 9—15 м/мин. В качестве смазочно-охлаждающих веществ при нарезании стальных деталей рекомендуются осерненные масла, вареное масло, при нарезании деталей из чугуна — керосин. Охлаждение должно быть обильным.
|