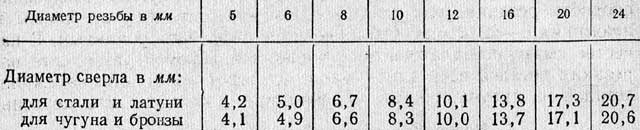
Диаметры отверстий под резьбу
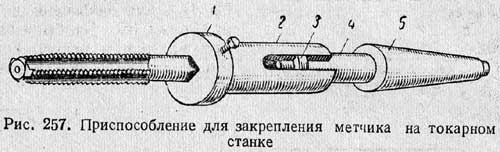
Длина глухих отверстий под резьбу должна быть больше длины резьбы хотя бы на величину заборной части метчика, т. е. на две-три нитки. Приемы нарезания резьбы метчиком. При нарезании резьбы метчиком на токарном станке нарезаемую деталь устанавливают и закрепляют в патроне так, чтобы ось отверстия детали совпала с осью вращения шпинделя. Метчик устанавливают так, как показано на рис. 257. Его заборную часть вводят в нарезаемое отверстие, а хвостовую часть закрепляют в приспособлении. Приспособление для закрепления метчика состоит из оправки 4 со шпонкой 3 и втулки 2 с пазом, в который входит шпонка 3. Метчик закрепляется двумя болтами в квадратном отверстии втулки 1. Оправка 5 имеет конический хвостовик, вставляемый в отверстие пиноли задней бабки.
При нарезании резьбы метчик подводят к отверстию детали с помощью маховичка, перемещающего пиноль; заборную часть метчика вводят в нарезаемые отверстия. Для нарезания первых витков резьбы нужно осторожно и равномерно нажимать на метчик, вращая, маховичок задней бабки. Как только метчик врежется в отверстие на 1—1,5 витка, его дальнейшее перемещение будет осуществляться самозатягиванием благодаря вращению детали. Приспособление, показанное на рис. 257, позволяет нарезать резьбу на заданную длину, по достижении которой нарезание резьбы автоматически прекратится. При нарезании резьбы в глухих отверстиях перед началом работы следующим по размеру метчиком необходимо удалить из отверстия стружку. Режимы резания при нарезании резьбы метчиками. Скорость резания при нарезании резьбы метчиками должна быть малой; это удлиняет срок службы метчика и предотвращает заклинивание стружки. Рекомендуются следующие скорости резания: для стали 3—15 м/мин; для чугуна, бронзы и алюминия 6—22 м/мин. Охлаждение должно быть обильным. В качестве смазочно-охлаждающих жидкостей рекомендуется: для нарезания деталей из стали — масло (сульфофрезол), при нарезании деталей из чугуна, бронзы и алюминия — эмульсия или керосин.
|