Настройка токарного станка для нарезания резьбы
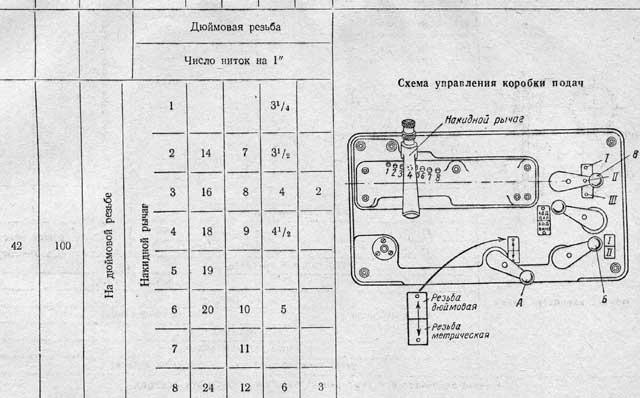
Для нарезания резьбы на токарном станке необходимо, чтобы скорость вращения шпинделя была строго увязана со скоростью перемещения суппорта, так как продольная подача резца за один оборот шпинделя должна точно соответствовать шагу нарезаемой резьбы. У токарных станков настройка на заданную подачу резца осуществляется в результате сцепления соответствующих зубчатых колес коробки подач и гитары подач. Различные комбинации сцепления этих колес осуществляются соответствующими рукоятками и рычагами. Перестановка их для получения нужной подачи производится в соответствии с таблицей, имеющейся на станке. В качестве примера приводим таблицу (табл. 13, стр. 242—243) настройки токарно-винторезного станка 1А62 для нарезания метрических и дюймовых резьб. Как видно из табл. 13, настройка станка 1А62 на нарезание резьб производится изменением положения рукояток 2 и 4 коробки скоростей (см. рис. 36б), накидного рычага и рукояток А, Б и В коробки подач. Сменные зубчатые колеса а и в устанавливаются работающими венцами внутрь к торцу приклона гитары. Для нарезания резьб с метрическим и дюймовым шагом колеса устанавливают внутрь венцами z = 42 и z = 100; для нарезания модульных резьб — венцами z = 32 и z = 97. Рассмотрим примеры настройки станка 1А62 на нарезание резьбы. Пример 9. Требуется настроить станок на нарезание метрической резьбы с шагом 2,5 мм.
|