Передовые методы нарезания треугольной резьбы
При нарезании резьбы новаторы производства широко используют новые методы труда; они применяют твердосплавные резьбовые резцы со специальной заточкой, значительно повышают режимы резания, используют для нарезания резьбы не только прямой, но и обратный ход резца, используют автоматические выключатели, благодаря чему значительно повышают производительность труда. Например, токарь Г. Борткевич нарезает метрическую резьбу с шагом 2 мм за три прохода; нарезание ведется со скоростью резания 100—270 м/мин. Токарь т. Бирюков нарезает резьбу с шагом до 2 мм одним резцом, а с шагом больше 2 мм — двумя (черновым и чистовым). Глубина резания при черновых проходах берется 0,5—0,6 мм; для первых двух-трех чистовых проходов — приблизительно 0,3 мм; для остальных проходов — 0,15—0,2 мм. Нарезание резьбы производится при скорости 100—300 м/мин. Резьбовые резцы конструкции т. Бирюкова (рис. 269) отличаются от обычных резьбовых резцов; они имеют отогнутую головку, что придает им некоторую упругость, не лишая прочности. Передний угол резца равен 3°, задний угол — 5°.
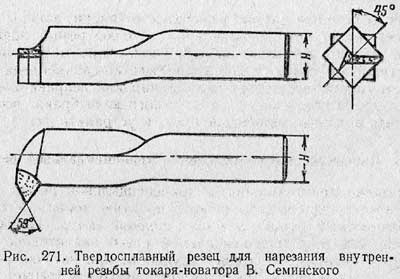
При скоростном нарезании резьбы происходит небольшое разваливание ее профиля: угол профиля нарезаемой резьбы получается всегда больше угла при вершине резца на 30'—1°30'. Поэтому т. Бирюков рекомендует в этих условиях применять резцы с углом профиля, равным углу профиля нарезаемой резьбы, уменьшенному на 1°. Например, для нарезания метрической резьбы с углом профиля 60° угол профиля чистового резца принят 59° (рис. 269, б). Тов. Бирюков производит нарезание резьбы также и за один проход, используя одновременно три резца, оснащенные твердым сплавом (рис. 270) и представляющие собой как бы гребенку: черновой резец имеет угол профиля 70°, получистовой—65°, чистовой — 59°. Для нарезания внутренних резьб токарь-новатор В. Семинский применяет твердосплавные резцы своей конструкции (рис. 271).
Эти резцы характеризуются тем, что у них головка повернута относительно державки на 45°. Это придает им повышенную жесткость, обеспечивает получение более чистой поверхности резьбы по сравнению с обычными резьбовыми резцами (см. рис. 258, б) и позволяет работать на высоких скоростях резания (до 160 м/мин).
|