Основные сведения о нарезании резьбы вращающимися резцами
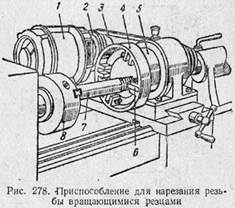
В последнее время широкое применение получил новый высокопроизводительный метод нарезания наружных и внутренних резьб — вращающимися резцами. Сущность этого метода заключается в следующем. На каретке токарно-винторезного станка вместо суппорта с резцедержателем устанавливается особое приспособление (рис. 278), состоящее из быстровра-щающегося шпинделя 5 и резцовой головки 4, в которой закрепляется резьбовой резец 6, оснащенный пластинкой твердого сплава. Резцовая головка получает вращение от электродвигателя 1 мощностью 1,5 — 3,5 квт, установленного на каретке, через ременную передачу 3 и ступенчатый шкив 2.
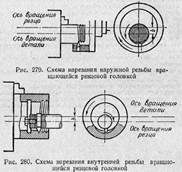
Головка вращается со скоростью 1000—3000 об/мин. Деталь 7, на которой нарезается резьба, закрепляется в патроне 8, а при большей длине устанавливается в центрах станка. Деталь получает сравнительно медленное вращение (3-30 об/мин), т. е. на один оборот детали приходится примерно от 100 до 300 оборотов резцовой головки. Резец устанавливают на полную глубину резьбы, и головка приводится во вращение в направлении, обратном направлению вращения детали. Одновременно головка вместе с суппортом получает движение продольной подачи; за один оборот детали она перемещается на величину, равную шагу резьбы. Схема нарезания наружной резьбы вращающейся резцовой головкой показана на рис. 279. Как видно из схемы, ось резцовой головки смещена относительно оси детали на некоторую величину b. Благодаря этому резец в течение одного оборота детали соприкасается с ней не по всей окружности, а только на небольшой ее части, срезая тонкую короткую стружку. Так как за один оборот детали резец делает от 100 до 300 оборотов, то вместо одной сплошной стружки, равной длине окружности детали, он срезает несколько сот коротких, тонких стружек. Эти мелкие стружки вихрем отлетают от резца. Такой метод нарезания резьбы иногда называют вихревым методом резьбонарезания.
На рис. 280 дана схема вихревого нарезания внутренней резьбы. Преимуществом данного метода нарезания по сравнению с обычным являются: высокие скорости резания и производительность, благодаря чему машинное время уменьшается в 5—7 раз, высокая точность нарезаемой резьбы, чистота поверхности резьбы, работа без охлаждения. Контрольные вопросы 1. Как образуется винтовая линия при нарезании резьбы на токарном станке?
|