ДЕ6. Взаимозаменяемость
1. В обозначении шероховатости наибольшая высота неровностей +0,8 0,25 2,5 0,063
2. Наибольшее расстояние от точек реального профиля до прилегающей окружности (отклонение поперечного сечения) называется отклонением от +круглости криволинейности продолговатости вогнутости
3. Условное обозначение резьбы на чертеже М16Ч1,5-6Н7Н/6g7g означает +резьба с зазором, посадка по внутреннему диаметру 7Н/7g, а по среднему 6Н/6g резьба с зазором, посадка по среднему 6Н/6g резьба с зазором, посадка по наружному диаметру 7Н/7g резьба с зазором, посадка по среднему диаметру 7Н/7g, а по наружному 6Н/6g
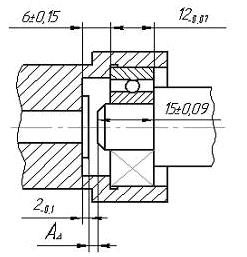
4. В узле показанном на рисунке, для обеспечения зазора в пределах 1,0…1,4 мм среднее число единиц допуска am (при i8= i10=0,9, i27=1,31) с вероятностью Р=1 должно быть не более +100
5. В переходной посадке максимальный зазор определяется как +разность между наибольшим отверстием и наименьшим валом разность между наименьшим отверстием и наибольшим валом сумма допусков отверстия и вала разность между наибольшим валом и наименьшим отверстием
6. Условное обозначение зубчатой передачи 8-N-7-Ch ГОСТ 1643-81 означает +8 – степень кинематической точности, N – плавность работы не нормируется, 7 – степень точности на контакт зубьев, С – вид сопряжения, h – вид допуска на боковой зазор 8 – степень кинематической точности, N – условия эксплуатации нормальные, 7 – степень точности плавности работы, С – контакт зубьев силовой, h – вид сопряжения зубчатой передачи 8 – степень кинематической точности, N – вид сопряжения нормальный, 7 – степень точности плавности работы, С – контакт зубьев силовой, h – вид допуска на боковой зазор 8 – степень точности плавности работы, N – кинематическая точность не нормируется, 7 – степень точности бокового зазора–, С – контакт зубьев средний, h – вид допуска на боковой зазор
7. Линия, имеющая форму номинального профиля шероховатости проведенная так, что в пределах базовой длины среднее квадратичное отклонение профиля от этой линии минимально, называется +средней линией профиля линией профиля базовой длинной базовой линией профиля
8. На схеме полей допусков, приведенной на рисунке предельные зазоры и натяги равны +Smax=0,006 мм, Nmax=0,028мм Smax=0 мм, Nmax=0,015мм Smax=0,028 мм, Nmax=0,006мм Smax=0,021 мм, Nmax=0,028мм
9. При выборе средств измерения линейного размера +0,012 0,046 0,023 0,032
10. Условное обозначение +Ra не менее 1,6 мкм на стандартной базовой длине, относительная опорная длина на уровне 30% и базовой длине 0,8мм должна быть в пределах от40 до 60% Ra не более 1,6 мкм при температуре от40 до 60 єС на базовой длине 0,8мм Ra не более 1,6 мкм, относительная опорная длин при 30єС должна быть в пределах от40 до 60% на длине 0,8мм Ra не более 1,6 мкм на стандартной базовой длине, относительная опорная длина на уровне 30% и базовой длине 0,8мм должна быть в пределах от45 до55%
11. Для обеспечения зазора АД = 2,0…2,3 мм в узле, показанном на рисунке, среднее число единиц допуска am (при i8= 0,9, i22 =1,31, i2=0,55) с вероятностью Р=1) равно +75
12. В неподвижном шпоночном соединении при единичном производстве по ширине шпонки можно применять посадки с пазами +втулки по Js9/h9, вала по P9/h9 втулки по D10/h9, вала по H9/h9 втулки по P9/h9, вала по Js9/h9 втулки по E9/h9, вала по H9/h9
13. При выборе средств измерения для контроля зубчатых колес и передач в процессе изготовления не следует учитывать +производительность назначение зубчатых колес наличие средств измерения на предприятии степень точности
14. Окружность минимального диаметра, описанного вокруг реального профиля наружной поверхности вращения или максимального диаметра, вписанного в реальный профиль отверстия, называется +прилегающей окружностью основным размером вспомогательной окружностью описанной окружностью
15. На чертеже общего вида указана посадка Æ25Н8/е8. Укажите систему посадки и характер соединения +посадка в системе отверстия, с зазором посадка в системе отверстия, с натягом посадка в системе вала, с зазором посадка комбинированная, переходная
16. Знак +допуск цилиндричности суммарный допуск на отклонение формы и расположения цилиндрической поверхности допуск параллельности образующих цилиндрической поверхности допуск круглости
17. Основным отклонением размера называется +одно из предельных отклонений, ближайшее к нулевой линии разность между наибольшим и наименьшим предельными размерами нижнее отклонение для вала, верхнее – для отверстия верхнее отклонение для вала, нижнее – для отверстия
18. Для обозначения зазора АД = 2,0…2,3 мм в узле, показанном на рисунке, средний допуск ТAm c вероятностью Р = 0,9973 (kД = 1) при kj = 1 (для всех составляющих звеньев) равен +0,06мм 0,134мм 0,15мм 0,075мм
19. Единица допуска представляет собой +меру точности, зависящую от номинального размера параметр для разделения диапазона размеров на интервалы величину основного отклонения уровень точности, зависящий от номера квалитета
20. В неподвижном шпоночном соединении, когда шпонка является направляющей (соединяет несколько деталей), по ширине шпонки можно применять посадки с пазами +втулки по D10/h9, вала по H9/h9 втулки по Е9/h9, вала по Н9/h9 втулки по N9/h9, вала по Js9/h9 втулки по Js9/h9, вала по N9/h9
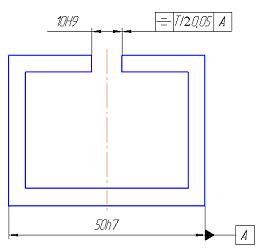
21. Расшифруйте условное обозначение, показанное на рисунке
+отклонение оси симметрии паза 10Н9 относительно оси симметрии наружных стенок по размеру 50h7 не должно превышать 0,025мм отклонение оси симметрии стенок по размеру 50h7 относительно оси симметрии паза 10Н9 не должно превышать 0,05мм отклонение оси симметрии паза 10Н9 относительно оси симметрии наружных стенок по размеру 50h7 не должно превышать 0,05мм отклонение от параллельности стенок паза 10Н9 и наружных стенок по размеру 50h7 не должно превышать 0,05мм
22. На чертеже детали требования к шероховатости устанавливаются для поверхностей +всех подвергающихся износу особо ответственных сопрягаемых
23. При контроле внутреннего диаметра подшипника качения d=55 мм измерением в 3-х сечениях получены значения: 54,999;55,000; 55,002. В ГОСТ 520-89 установлены предельные отклонения: для среднего диаметра ESdm=0, EIdm=-12мкм; для единичного диаметра ESd= +2, EId= -14мкм. Определите годность внутреннего диаметра подшипника +годно по единичному диаметру и не годно по среднему годно по единичному и по среднему диаметрам не годно по единичному диаметру и годно по среднему диаметрам не годно по единичному и по среднему диаметрам
24. Для обеспечения высокой точности изготовления простых деталей в крупно-серийном производстве размерные цепи целесообразно решать методом +полной взаимозаменяемости (max-min) групповой взаимозаменяемости пригонки вероятностным
25. Для контроля бокового зазора в зубчатой передаче необходимо измерять +толщину зуба по постоянной хорде отклонение направления зуба отклонение профиля зуба шаг зацепления
26. Основой нормирования и количественной оценки отклонений формы и расположения поверхностей является принцип +прилегающих профилей (поверхностей) описанных окружностей касательных поверхностей подобных поверхностей
27. Вид сопряжения зубчатой передачи характеризует +величину минимального (гарантированного) бокового зазора в зубчатой передаче величину углового люфта колеса относительно шестерни в передачи величину допуска на боковой зазор в зубчатой передаче по ГОСТ1643-81 величину максимального бокового зазора в зубчатой передаче
28. Зазор между торцами валов АД в узле, показанном на рисунке, вероятностью Р = 1 находится в пределах +0,59…+1,24 +0,69…+1,34 -0,41…+0,24 -0,31…+0,34
29. При контроле зубчатого колеса по нормам плавности можно использовать +эвольвентомер биениемер набор щупов штангензубомер
30. Непроходной резьбовой калибр характеризует +приведенный средний диаметр резьбы угол профиля резьбы действительный средний диаметр резьбы шаг резьбы
31. Укажите посадку переходную в системе вала: +
32. Укажите величину допуска вала в мм в сопряжении +0,016 0,039 0,009 0,064
33. Укажите метод решения размерной цепи, в котором применяется селективная сборка +метод группового подбора метод полной взаимозаменяемости теоретико-вероятностный метод метод пригонки
34. Укажите валы для образования посадок с натягом: +prst abcd efgh jskmn
35. По проставленному на чертеже допуску размера определить величину среднего арифметического отклонения профиля поверхности Ra в мкм диаметр 40+0,025 +1,25 2,5 0,25 0,125
36. Укажите параметры для оценки шероховатости поверхности: +Ra, Rz TD, Td Tф,Tрас Fz, Fp
37. Укажите посадку внутреннего кольца подшипника качения на вал при циркуляционном нагружении +
38. Укажите посадку внутреннего кольца подшипника при местном нагружении +
39. Укажите основные отклонения отверстий для посадок с зазором: +ABCD PRST UVXZ JSKMN
|
 профиля равна
профиля равна

 предел допускаемой погрешности измерения целесообразнее применять равным
предел допускаемой погрешности измерения целесообразнее применять равным

 , указанный на чертеже, означает
, указанный на чертеже, означает