При профилировании зубьев колеса зуборезной гребенкой инструмент получает прямолинейное возвратно-поступательное перемещение вдоль оси заготовки П3, выходя из контакта в крайних положениях (см. рисунок 4). При ходе вперед (вниз) снимается стружка, обратный ход – холостой. Заготовке непрерывно сообщают два движения: вращение вокруг оси В1 и прямолинейную подачу вдоль рейки П5. Оба они связаны таким образом, что воспроизводят качение зубчатого колеса по рейке. Гребенка имеет обычно небольшую длину рабочей части, вследствие чего заготовка не может сделать полного оборота. Поэтому принята такая последовательность обработки.
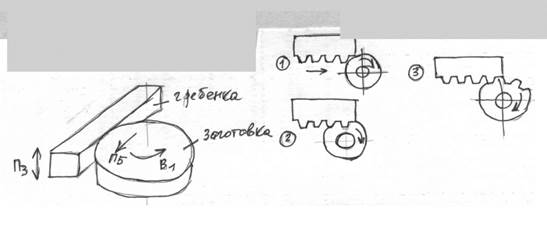
Рисунок 4
Вначале заготовка подходит к режущей рейке и вступает с ней в контакт. После поворота заготовки на два-три зуба режущая рейка останавливается и, поднимаясь, выходит из контакта с заготовкой. Затем заготовка получает прямолинейное перемещение вдоль рейки в обратном направлении до возвращения в исходное положение, после чего возобновляется рабочий ход. Процесс протекает до тех пор, пока не будут нарезаны все зубья.




