Схема прессование и расчеты.
3.3.1Расчет по звездочке 2ТЭ10Л.90.255
Плотность материала в различных состояниях.
Расчет исполнительных размеров прессовок производится путем выделения элементарных объемов.
G =
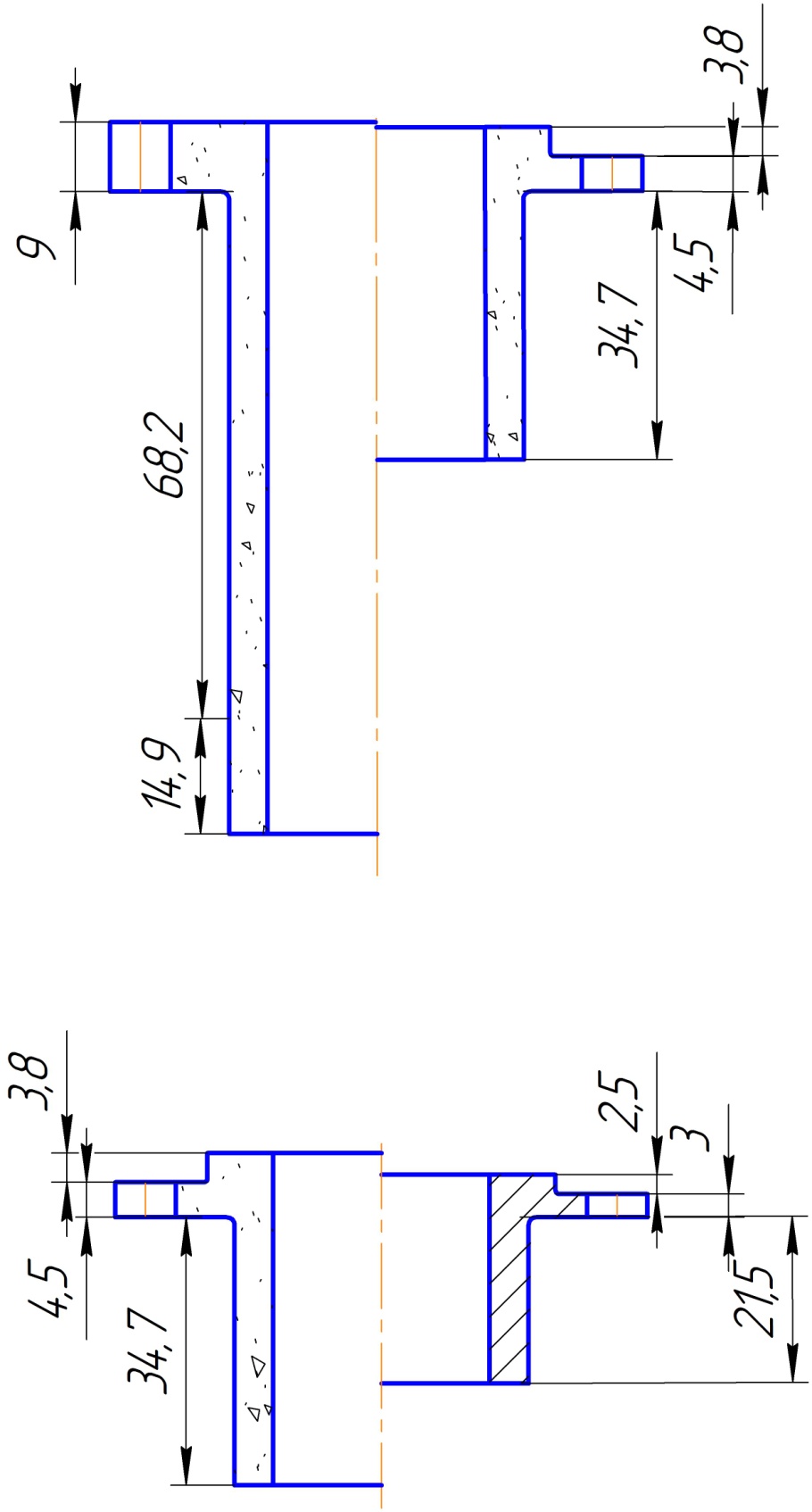
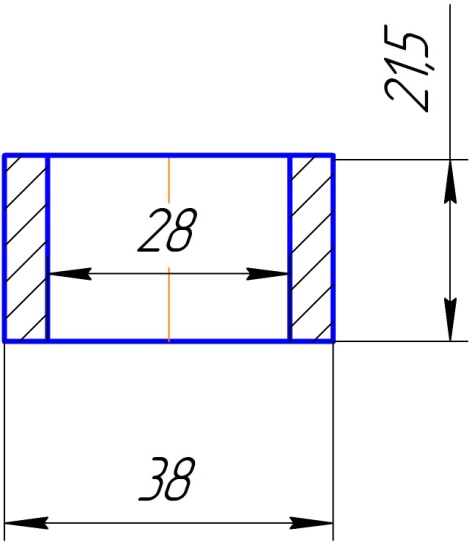
Исполнительные размеры холодной прессовки и горячепрессованной деталей показанные на чертеже ШГП7399.03.00. следует запланировать в технологическом процессе изготовления звездочки сверления отверстия Ø 9 на вертикально- сверлильном станке. При выборе схемы прессования, как известно, необходимо ориентироваться по отношению высоты стенки к её толщине. В данном случае это величина равняется 27/5=5,2˃1. Необходимо предусмотреть двухсторонние прессование. Двухсторонние прессование практически осуществляется или двумя подвижными пуансонами, или верхним пуансоном и матрицей. Величина относительных перемещений рабочих инструментов должна быть равна разности высот прессовок. Холодное прессование осуществляться в прессформе на гидравлическом или механическом прессе. Известное текучесть порошковой смеси не позволяет создать форму верхнего бурта, имеющего в засыпке размеры Ø43,8х Ø28,1х 7,55мм. Поэтому этот объём порошковой смеси необходимо перенести и учесть в нижней части прессформы, ограниченной Ø28,1х Ø36,9. Исходя из равенства объёму подсчитываем высоту, добавленного порошка
Наличие бурта в детали, обуславливает особенности прессования детали «звездочка» (рис.3). Перемещение верхнего пуансона в этом случае ограничивается прессовкой самого бурта. При холодном прессовании (рис.3а) базой прессования будет являться нижний торец венца звездочки. Относительно этого торца верхний пуансон должен переместиться на величину 9-4,5=4,5 мм. Величина хода нижнего пуансона будет складываться из хода, обеспечивающего прессования цилиндрической части детали 68,2-34,67=33.5 мм, и хода, обеспечивающего перемещения порошковой смеси в верх для создания верхнего бурта высотой 3,8 мм. Согласно расчетам этот ход равен 14,9 мм. Общая величина хода по этому будет равняться 33,5+14,9=48,4 мм. Практическая реализация последнего перемещения может происходить или за счет движущейся матрицы, или за счет перемещения нижнего пуансона. Формирования зуба звездочки в холодной прессовке необходимо, так как это призвано обеспечить в дальнейшем равноплотный и прочный зуб. Создание верхнего бурта в холодной заготовке упрощает схему прессования детали в горячем состоянии (рис.3б). Однако сущность ее остается прежней: база - нижний торец венца. Ход верхнего пуансона 4,5-3=1,5 мм. Разность ходов прессования бурта и венца должно быть обеспечено конструкцией жесткого пуансона. Нижний пуансон должен переместиться на величину 34,7-21,5=13,2 мм. Наличие зуба в холодной прессовке ставит перед необходимостью более точной ориентировки детали при вбрасывании.
3.3.2 Схема прессования детали «звездочка»
а)
б)
|




 =45 мм;
=45 мм;  =28 мм;
=28 мм;  =2,5 мм;
=2,5 мм;  = 45
= 45  0,9725 = 43,8 =
0,9725 = 43,8 =  ;
;  =
=  = 28+0,1 = 28,1 мм
= 28+0,1 = 28,1 мм
 =
= 






 ;
; 
 ;
;