Компоновка станков с ЧПУ
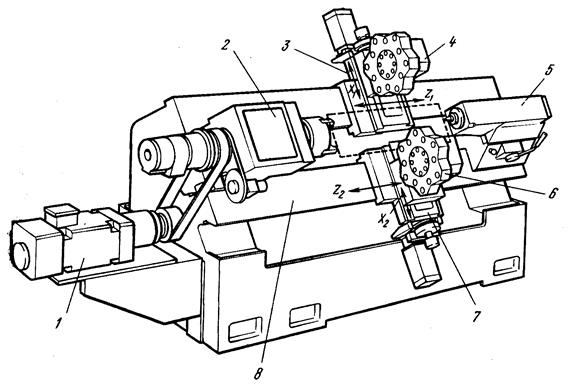
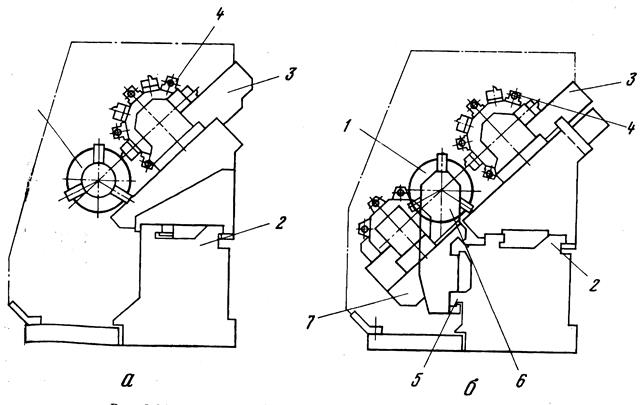
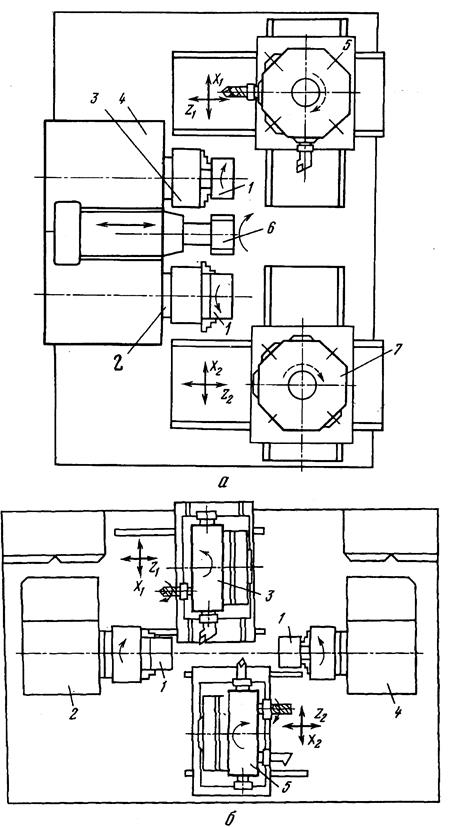
Совокупность элементов станка, через которые замыкаются силы резания и силы веса его частей, называют несущей системой. К несущей системе станка относятся прежде всего корпусные детали: станины, стойки, колонны, корпуса шпиндельных бабок, каретки, салазки, столы и др. Название базовых деталей в определенной степени отражает их функциональное назначение. Систему расположения элементов несущей системы и направляющих станка в пространстве называют компоновкой. Компоновка характеризуется структурой (какие корпусные детали образуют несущую систему), пропорциями и свойствами. На рисунке 1 представлена компоновка токарного станка с ЧПУ. Направляющие станины 8 расположены наклонно к основанию станка. Такой тип компоновки называют наклонным. В состав несущей системы этого станка входят шпиндельная бабка 2, два наклонных суппорта 3 и 7, задняя бабка 5, станина 8. Верхний 3 и нижний 7 суппорты перемещаются вдоль координат Х (Х1 и Х2) и Z (Z1, Z2) и несут револьверные головки 4 и 6. Вращение шпинделя осуществляется от двигателя постоянного тока через коробку скоростей 9. Если зеркало направляющих расположить под углом 90º к основанию, то компоновка будет относиться к вертикальной. На рисунке 2 показаны два варианта угловой компоновки токарного станка. На станине 2 выполнены горизонтальные направляющие (см. рис. 2,а), по которым перемещается каретка. Верхние направляющие каретки расположены под углом (обычно 30÷45º) и служат для перемещения поперечных салазок 3 с револьверной головкой 4. Обрабатываемая деталь закрепляется в патроне 1. При оснащении станка вторым суппортом 7 (см. рис. 2 б) на станине выполняются нижние направляющие 5.На них же устанавливается задняя бабка 6. Компоновки двухшпиндельных токарных станков показаны на рисунке 3, возможные варианты компоновок: параллельное расположение шпинделей (см. рис. 3,а), оппозитное расположение шпинделей при неподвижных шпиндельных бабках 2 и 4 (см. рис. 3,б), оппозитное расположение шпинделей при подвижных шпиндельных бабках 1 и 4 и перемещении револьверных головок 2 и 3 только по координате Х (Х1 и Х2) (см. рис. 3 в) и расположении одного шпинделя в неподвижной шпиндельной бабке 7, а второго - 3 в револьверной головке 2 (см. рис.3 г). Такие компоновки современных токарных станков (варианты, приведённые на рис. 3 в и г) позволяют обрабатывать детали типа тел вращения поочерёдно с двух сторон, доводя их до наибольшей готовности.

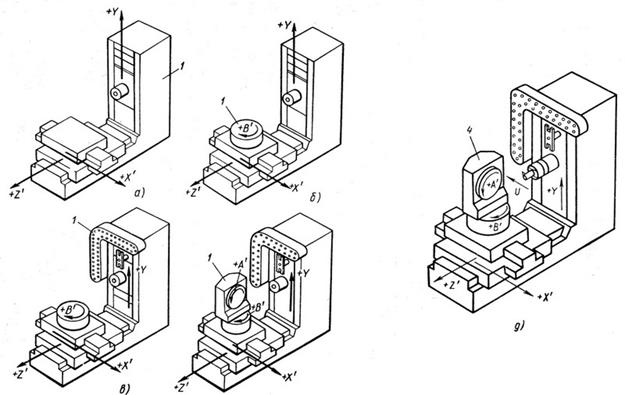
Компоновки многооператорных фрезерно-сверлильно-расточных станков показаны на рис. 4: на рис. 4,а – трёхкоординатная с крестовым столом (по координатам X и Z) и неподвижной стойкой 1, по которой в направлении оси Y перемещается шпиндельная головка; обработка заготовок ведётся с одной стороны; на рис.4,б – четырёхкоординатная компоновка с поворотным столом 1 (на основе компоновки, показанной на рис.4 а); предназначена для обработки заготовок корпусных деталей с четырёх сторон; на рис.4,в – четырёхкоординатная, с магазином инструментов цепного 1 типа (на основе компоновки, показанной на рис.2,б); предназначена для комплексной обработки многими инструментами заготовок корпусных деталей с четырёх сторон; на рис.4,г – пятикоординатная, с двумя поворотными столами 1, верхний из которых вращается вокруг горизонтальной оси (на основе компоновки, показанной на рис.4 в); предназначена для комплексной обработки заготовок корпусных деталей с пяти сторон под любым углом; на рис.4,д – шестикоординатная, с плансуппортным устройством (координата U), управляемым от устройства ЧПУ (на основе компоновки, показанной на рис.4 г); предназначена для точной обработки внутренних фасонных поверхностей, расположенных под произвольными углами. Рассмотренные примеры позволяют сформулировать следующие особенности компоновок станков с ЧПУ: - возможность формирования конструктивных схем с большим числом управляемых координат; - простота оснащения станка механизмами и устройствами, расширяющими его технологические возможности: револьверными головками с вращающимся инструментом, механизмами круговой подачи шпинделей на токарных станках, плансуппортами, управляемыми по программе, магазинами инструментов, устройствами автоматизированной загрузки заготовок, устройствами автоматического контроля износа инструмента и т.п.
Рис. 3. – Компоновочные схемы двухшпиндельных станков а – с параллельно расположенными шпинделями; б – с оппозитным расположением шпинделей;  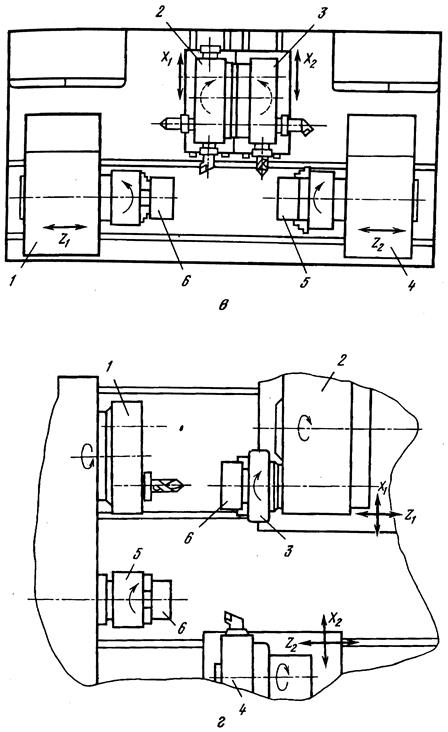
(Продолжение) Рис. 3. – Компоновочные схемы двухшпиндельных станков в – с перемещающимися шпиндельными бабками; г – с дополнительным шпинделем в револьверной головке
Рис. 4. – Компоновки многооперационных станков средних габаритов
|