ЛЕКЦИЯ 3. 1 Компоновка и проектирование
1 Компоновка и проектирование 1.1 Расчет количества основного оборудования. 1.2 Принцип построения системы
1.1 Расчет количества основного оборудования. Проектирование основной системы проводится на базе методологических основ проектирования ГПС, из которых вытекает, что начальным этапом формирования является расчет количества основного (технологического) оборудования каждого типа при наличии разработанных технических процессов изготовления всех изделий. На основании разработанных технологических процессов рассчитывают время работы станков (станкоемкость) или сборочного оборудования (машиноемкость) на различных операциях и, зная объем выпуска изделий каждого наименования, определяют количество технологического оборудования. N= где: ti — станкоемкость выполнения операции при изготовлении i -го наименования изделия, мин; О i — объем выпуска i-гo наименования изделия, шт.; Ф — эффективный годовой фонд времени работы оборудования, ч; n— количество наименований изделий. Полученное количество оборудования округляют до ближайшего большего целого числа Nпр. Коэффициент загрузки оборудования: kз—N/Nnp (2) Количество оборудования в ГПС определяют суммированием количества по всем типам оборудования. Данный подход справедлив при проектировании ГПС, изготовляющей небольшую номенклатуру изделий. В случае широкой номенклатуры выпускаемых изделий количество оборудования определяют, исходя из программы выпуска. Рассмотрим метод приведения программы выпуска при автоматизированной сборке. На первом этапе проводят группирование сборочных единиц по служебному назначению (например, группа передних бабок, группа коробок подач и др.). В каждой группе выделяют наиболее типичный представитель. Чаще всего это сборочная единица, выпускаемая в наибольшем количестве в пределах группы, имеющая всю необходимую техническую документацию. Остальные сборочные единицы каждой группы приводятся к типичному представителю. Приведение программы выпуска заключается в условном приравнивании по машиноемкости изготовления каждой сборочной единицы группы к выбранному представителю.
ко= км кс кт хор (3) где: км=(Мпр/Мп)4,66 — коэффициент приведения машиноемкости по массе; Мпр — масса приводимой сборочной единицы; Мп — масса типового представителя; кс=(Опр/Оп)х — коэффициент приведения по серийности; Опр, — объем выпуска приводимой сборочной единицы; Оп — объем выпуска типового представителя (для сборки изделий среднего габарита х=0,2...0,33); кт — коэффициент приведения по точности (для изделий нормальной точности кт=1; для изделий повышенной точности 1,1; для изделий высокой точности 1,2); При определении количества станков в многономенклатурном механическом производстве чаще всего пользуются одним из пяти методов приведения программы выпуска, каждый из которых выбирается в зависимости от количества и стабильности номенклатуры деталей. Первый метод. На первом этапе проводят классификацию деталей с целью статистического описания номенклатуры деталей и их основных характеристик. При этом учитываются: служебное назначение и конструктивная форма, размеры, материал, масса и др. На следующем этапе анализируются характеристики номенклатуры деталей с целью выбора деталей-представителей для проектирования технологических процессов. В группу деталей-представителей включаются три — пять деталей, имеющих наибольшую, среднюю и наименьшую сложность, наибольшую точность и особенности в конфигурации поверхностей. На основании разработанных технологических процессов определяется станкоемкость обработки деталей-представителей, затем — станкоемкость наиболее простых и наиболее сложных деталей. Поскольку известны значение станкоемкости и закон ее распределения, можно определить среднее значение станкоемкости по каждой операции и, умножив ее на объем выпуска, вычислить станкоемкость на годовую программу и требуемое число станков. Второй метод начинается с разбивки номенклатуры деталей на группы по размерам. Из каждой группы выбирается три — пять деталей-представителей, на которые разрабатывают технологические процессы, и определяют станкоемкость по типам оборудования для каждой детали-представителя. Разделив станкоемкость каждой детали на ее массу, рассчитывают станкоемкость детали одного килограмма этих деталей, которая и принимается как средняя для всей группы. Умножая массу всей группы деталей на среднюю станкоемкость одного килограмма этой группы по типам оборудования и суммируя по всем группам, где используется данный тип оборудования, определяем общую станкоемкость изготовления всей номенклатуры деталей на данном типе станка. Аналогично производится расчет по другим типам станков. Третий метод используется при проектировании ГПС с нестабильным выпуском деталей. При этом выбирается условная сборочная единица и на все ее детали разрабатывается технология изготовления. Годовая станкоемкость определяется умножением расчетной станкоемкости по типам необходимого оборудования на годовой объем выпуска деталей по заданной программе. При реконструкции действующих производств используют четвертый метод, при котором из сгруппированных по конструктивным соображениям групп выбирают три-четыре типовые детали и на них разрабатывают прогрессивный технологический процесс, для которого определяют новую станкоемкость изготовления Т'с.
Отношение этой станкоемкости к старой Тс есть коэффициент Коррекции: к = Т'с/Тс < 1. (4) Этот коэффициент распространяется на все детали группы и, умножив старую станкоемкость на этот коэффициент, определяют новую станкоемкость изготовления всей группы. На стадии предпроектного периода используют пятый метод приведения программы выпуска по технико-экономическим показателям. Он находит использование при проектировании ГПС, предназначенной на выпуск нестабильной продукции, если известны ее показатели по массе, размерам, сложности и точности. В этом случае технологические процессы обработки деталей не разрабатывают, а используют показатели: станкоемкость механической обработки 1 т деталей предполагаемого изделия; годовой выпуск продукции с одного станка для принятого режима работы производства; годовой выпуск изделий на один станок в денежном выражении. 1.2 Принцип построения системы Формирование основной системы производится по одному из принципов. 1 Принцип создания технологически замкнутых систем, в которых протекают одновременно механообрабатывающие и сборочные процессы. При этом повышается ответственность за выпуск качественной продукции и упрощается структура управления производством. 2 Технологический принцип, на основании которого создают одноцелевые технологические системы, например сборочные или механообрабатывающие. Достоинством таких систем является то, что специализация приводит к единой системе управления сборочными или механообрабатывающими работами, единому уровню требований к качеству деталей и выполнения сборочных работ. 3 Смешанный принцип, когда часть технологических подразделений работает по технологически замкнутому принципу, а другая — по технологическому принципу. Выбор того или иного принципа зависит от сложности изделий, программы выпуска и режима работы производства. Каждое подразделение ТС может быть сформировано по одному из трех принципов: линейному, предметному или групповому. Каждый принцип построения подразделений определяет состав, количество и расположение технологического оборудования и выбирается в зависимости от номенклатуры и объема выпуска изделий. При поточном производстве используется линейный принцип, характеризующийся определенной последовательностью выполнения операций технологического процесса в каждый момент времени. С расширением номенклатуры изготовляемых изделий становится целесообразным использовать единство технологических маршрутов и формировать подразделения, используя предметный принцип. При этом построение подразделений производится по конструктивному виду изделий, например: участки корпусных деталей, валов, зубчатых колес и т. д. При значительной номенклатуре изготовляемых изделий эффективен групповой принцип, характеризующийся использованием однотипного оборудования, например, на токарном, фрезерном, шлифовальном участках и т. д. Для выбора принципа построения подразделения ГПС можно использовать показатель как степень кооперации, определяемый, исходя из среднего числа материальных связей между технологическим оборудованием х= ki/N, (5) где: ki — число материальных связей, которыми i-е оборудование связано с остальным оборудованием; N — количество технологического оборудования. Для рассмотренных принципов построения подразделений возможны четыре границы: нижняя граница линейного принципа (рисунок 1,а); граница между линейным и предметно-однонаправленным принципом (рисунок 1, б); граница между предметно-разнонаправленным и групповым принципом (рисунок 1, в) и верхняя граница группового принципа (рисунок 1, г). Границы устанавливают, исходя из схем формирования технологических подразделений, приведенных на рисунок 1, по которым определяют число материальных связей и степень кооперации.
Рисунок 1 – Схема формирования подразделений ГПС
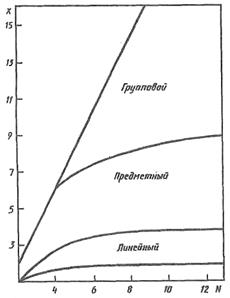
Рисунок 2 – Граница принципов построения производственных подразделений Области использования рассмотренных принципов приведены на рисунке 2.Пользуясь графиком, можно выбрать принцип построения производственных участков, если известны: количество технологического оборудования N, технологические маршруты изготовления изделий, на основании которых определяется число материальных связей, и степень кооперации. При создании автоматизированных участков количество технологического оборудования на них целесообразно принимать в размере 4... 10 единиц. Эти границы устанавливают исходя из того, что менее четырех единиц оборудования нецелесообразно обслуживать централизованной ЭВМ, а при числе станков свыше десяти усложняется система программного управления комплексом. Таким образом, предварительное формирование ТС, включающее определение состава и количества структурных подразделений и технологического оборудования, на этом заканчивают и переходят к формированию вспомогательных систем, обеспечивающий работу ТС.
Список используемой литературы: 1 Капустин Н.М., Дьяконова Н.П., Кузнецов П.М. Автоматизация машиностроения. -М.: Высшая школа. 2003 -223с. 2 Терган В.С, Андреев И.Б., Либерман Б.С. Основы автоматизации производства. –М.: Машиностроение. 1982 -272с. 3 Шишмарев В.Ю. Автоматизация технологических процессов. –М.: Академия, 2007. -352с.
|
 tiOi/(Ф-60), (1)
tiOi/(Ф-60), (1) Машиноемкость сборки приводимой сборочной единицы определяется как произведение общего коэффициента приведения на машиноемкость изготовления представителя. Общий коэффициент приведения:
Машиноемкость сборки приводимой сборочной единицы определяется как произведение общего коэффициента приведения на машиноемкость изготовления представителя. Общий коэффициент приведения: