
Режимы резания при фрезеровании шпоночного паза 10js9.
Инструмент: фреза шпоночная 2235-0055 ГОСТ 9140-78 Ø10: праворежущая; d=10 мм; L=83 мм; l=13; конус Морзе 1 мм; Число зубьев 2. Материал режущей части: быстрорежущая сталь Р6М5 ГОСТ19265. Твердость рабочей части фрезы 63…66 HRC. Средний период стойкости Т = 60мин.; Глубина фрезерования t =5 мм, Ширина фрезерования В =10 мм. Подача на один зуб Sz = 0,05мм Скорость резания – окружная скорость фрезы, м/мин
Cv =2 2,5; q = 0,3; x = 0,3; y = 0,25; u = 0; p = 0; m =0,26;
Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания
где kmv – коэффициент, учитывающий качество обрабатываемого материала;
Kr =0,8- коэффициент характеризующий группу стали по обрабатываемости; n= 1
Сила резания. Главная составляющая силы резания при фрезеровании окружная сила, Н
Значения коэффициента (Т2 табл.41)
Расчетное число оборотов фрезы определяем по выражению:
Принимаем n=450 об/мин Мощность резания кВт
Таблица 6 Сводная таблица режимов резания на вертикально-фрезерной операции
Режимы резания при токарной обработке Ø60мм L=73мм 1) Черновое точение диаметра, выдерживая размеры Ø t – глубина резанья, tчерн=1,65мм S – подача, S=0,2 мм/об В качестве инструмента будем использовать проходной токарный резец с пластиной из твердого сплава Т15К6. Определяем скорость резания:
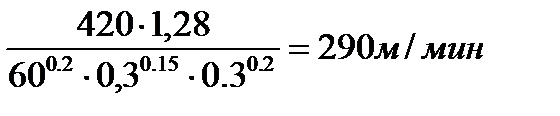
T- стойкость инструмента, Т=60 мин. Cv=350; x=0,15; y=0,35; m=0,2 Kv-поправочный коэфициэнт Kv=Kmv×Knv×Kuv; Kmv- коэффициент, учитывающий влияние материала заготовки
Kпv- коэффициент, учитывающий состояние поверхности заготовки. Knv=0,8 Kuv- коэффициент, учитывающий материал инструмента Kuv=1,9 Kv=0,84×0,8×1,9=1,28
При наружном черновом продольном точении сила резания равна:
Поправочный коэффициент
n = 0.75 Кр=1,01×0,89×1,25×1=1,12
Рz=10×204×1,651×0,20,75×1800×1,12=830 Н
Определяем частоту вращения шпинделя станка:
По нормальному ряду частот вращения принимаем: n= 900 об/мин Мощность резания кВт
2) Чистовое точение Ø t – глубина резанья, t=0,3мм S – подача, S=0,3 мм/об В качестве инструмента будем использовать проходной токарный резец с пластиной из твердого сплава Т15К6. Cv=420; x=0,15; y=0,2; m=0,2 Определяем скорость резания:
Определяем силу резания при чистовом точении:
Рz=10×204×0,31×0,30,75×2940×1,12=415 Н
Определяем частоту вращения шпинделя станка:
По нормальному ряду частот вращения принимаем: n= 1500 об/мин
Мощность резания кВт
Данные расчета приведены в таблице. Таблица 7 Сводная таблица режимов резания на токарной операции
Режимы резания по остальным операциям выбираются по нормативам и корректируются в соответствии с возможностями оборудования. Режимы обработки записываются в операционные карты технологического процесса. 6. Нормирование операций на станках с ЧПУ:
Технически обоснованной нормой времени является штучно-калькуляционное время, состоящее из нормы штучного времени и нормы подготовительно-заключительного времени на партию обрабатываемых деталей
где
где
n – количество деталей в партии.
где N=1000000-годовой объем выпуска деталей, шт. ФРD =247 –число рабочих дней в 2014 году.
Штучное время на операцию
где
Время автоматической работы станка по программе
где
где j –число технологических участков обработки; i – число проходов;
Вспомогательное время работы станка по программе
где
где
Время на обслуживание и отдых - получение инструктажа от мастера в течении смены; - раскладка инструмента и его уборка; - осмотр, разогрев системы ЧПУ и гидросистемы, опробывание оборудования; - смазка, очистка станка в течении смены; - уборка станка и рабочего места по окончании работы; - смена затупившегося инструмента; - регулировка и подналадка станка; -уборка стружки из зоны резания.
где – α доля времени на организационно техническое обслуживание, отдых и личные надобности, %. Расчет нормы времени на операции 010 Токарная
α = 9;
Расчет норм времени для остальных операций проводится укрупнено по методике:
где
где
где L – расчетная длина обработки в направлении подачи
l – длина обработки по чертежу;
n – частота вращения главного движения; S – подача на оборот, мм/об; i – число переходов. Вспомогательное время для серийного производства принимается в пределах
α, β, γ –коэффициенты, определяющие соответственно время технического, организационного обслуживания и время на отдых ( Штучно – калькуляционное время
где Результаты расчетов норм времени проектного варианта приведены в таблице Таблица 8
|



 =0,8 коэффициент, учитывающий состояние поверхности заготовки
=0,8 коэффициент, учитывающий состояние поверхности заготовки =1,0 коэффициент, учитывающий материал инструмента
=1,0 коэффициент, учитывающий материал инструмента
 и показателей степени:
и показателей степени:  =68,2, x=0,86, y=0,72, u=1,0, q=0,86, w=0
=68,2, x=0,86, y=0,72, u=1,0, q=0,86, w=0 - коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости
- коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости

 , глубину резания назначаем исходя из рассчитанных припусков.
, глубину резания назначаем исходя из рассчитанных припусков.
 , где Кг=0,9; n=1
, где Кг=0,9; n=1

 ,
, = 204; x = 1,0; y = 0,75; n = 0;
= 204; x = 1,0; y = 0,75; n = 0; ,
, – поправочный коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости;
– поправочный коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости; ,
,  ,
,  - поправочные коэффициенты, учитывающие влияние геометрических параметров режущей части твердосплавного резца при обработке стали.
- поправочные коэффициенты, учитывающие влияние геометрических параметров режущей части твердосплавного резца при обработке стали.
 =
= 

 =
= 


 ,
, - подготовительно – заключительное время;
- подготовительно – заключительное время; ,
, – время на организационную подготовку производства;
– время на организационную подготовку производства; – время на наладку станка, приспособлений и инструмента;
– время на наладку станка, приспособлений и инструмента; – время на пробный проход по программе (
– время на пробный проход по программе ( ).
). ,
, ,
, ,
, – время автоматической основной (машинной) работы станка по программе;
– время автоматической основной (машинной) работы станка по программе; – время ручной работы;
– время ручной работы; - поправочный коэффициент на время выполнения вспомогательной ручной работы в зависимости от партии обрабатываемых деталей
- поправочный коэффициент на время выполнения вспомогательной ручной работы в зависимости от партии обрабатываемых деталей - время на организационно – техническое обслуживание рабочего места.
- время на организационно – техническое обслуживание рабочего места. ,
, - основное автоматическое время, мин;
- основное автоматическое время, мин; - вспомогательное время работы станка на программе, мин.
- вспомогательное время работы станка на программе, мин. ,
, ,
, - длина пути проходимого инструментом или деталью в направлении подачи при обработке технологического участка (
- длина пути проходимого инструментом или деталью в направлении подачи при обработке технологического участка ( ), с учетом врезания (
), с учетом врезания ( ) и перебега (
) и перебега ( ), мм.
), мм. - минутная подача при обработке технологического участка, мм/об.
- минутная подача при обработке технологического участка, мм/об. ,
, – машинно-вспомогательное время работы станка по программе, мин;
– машинно-вспомогательное время работы станка по программе, мин; - время технологических пауз-остановок, затрачиваемое на смену режущего инструмента при переполненном магазине или резцедержателе, на выполнение контрольных замеров и т.д.;
- время технологических пауз-остановок, затрачиваемое на смену режущего инструмента при переполненном магазине или резцедержателе, на выполнение контрольных замеров и т.д.;
 ,
, - время на установку и снятие детали;
- время на установку и снятие детали; - вспомогательное время, связанное с выполнением операции, затрачиваемое на включение станка, перемещение оградительного щитка и т.д., мин;
- вспомогательное время, связанное с выполнением операции, затрачиваемое на включение станка, перемещение оградительного щитка и т.д., мин; – вспомогательное неперекрываемое время на измерения, мин.
– вспомогательное неперекрываемое время на измерения, мин. ,
, ; lвр =t×ctgj=1,65×1=1,65 (j=45°-угол в плане)
; lвр =t×ctgj=1,65×1=1,65 (j=45°-угол в плане) ; lпер= 1-3мм
; lпер= 1-3мм
 = 0,23 (0,03+0,08+0,05+0,07);
= 0,23 (0,03+0,08+0,05+0,07); ;
;


 ;
; мин;
мин; ;
; мин;
мин; мин;
мин; мин;
мин; мин;
мин; мин;
мин; мин;
мин; мин.
мин. ,
, - оперативное время
- оперативное время ,
, - основное время
- основное время ,
, ,
, - дополнительная длина на врезание и перебег;
- дополнительная длина на врезание и перебег; ,
, .
. ,
, - коэффициент.
- коэффициент.


