
Поверхностного слоя детали
При обработке детали в поверхностных се слоях формируется новая структура, физико-механические свойства которой отличаются от свойств основного металла. Механическая обработка детали сопровождается пластической деформацией поверхностных слоев и частичным упрочнением (наклепом). В результате наклепа увеличиваются пределы прочности и текучести, уменьшаются показатели пластичности материала в поверхностном слое детали. Упрочненный слой имеет искаженную кристаллическую решетку, неоднородно распределенные внутренние напряжения между отдельными зернами, неустойчивые, неуравновешенные положения атомов, упругие искажения плоскостей скольжения кристаллов. Вcё это вызывает структурно-неустойчивое состояние металла, вследствие которого после окончания механической обработки происходит разупрочнение (отдых*), возвращающее металл в более устойчивое состояние. Разупрочнение повышается при увеличении температуры и продолжительности отдыха, а также при возрастании степени упрочнения и внешних напряжений. Физические свойства поверхностного слоя отличаются от свойств основного металла детали еще и вследствие того, что при взаимодействии с окружающей средой на поверхности металла образуются тончайшие пленки окислов, значительно влияющие на силу трения. Эти пленки прочно связаны с основным металлом и имеют различную толщину зависящую от вида основного металла и окружающей среды. При обработке поверхностей большое влияние на их физические свойства оказывает процесс теплообмена детали с окружающей средой. Под действием теплоты, образующейся при взаимодействии режущего инструмента и детали, происходит вторичная закалка обрабатываемого слоя металла (рис, зона 0-а) а на некотором удалении от поверхности - отпуск закаленного слоя (рис. Зона а-б). Далее сохраняется твердость основного металла (рис.зона справа от точки б)
При механической обработке в поверхностных слоях деталей возникают остаточные напряжения. Они являются следствием как механических воздействий, так и термических процессов, сопровождающих обработку детали. При механической обработке детали недеформированные внутренние слои материала препятствуют распространению зоны пластической деформации верхних слоев. Вследствие этого в поверхностном слое возникают сжимающие, а в сердцевине - растягивающие остаточные напряжения. Стружка, отделяясь от обрабатываемой поверхности под действием инструментов, вытягивает верхние волокна поверхностного слоя, что вызывает упругую и пластическую деформацию растяжения в направлении резания. Этот процесс ведет к увеличению остаточных напряжений сжатия верхних слоев волокон и растяжения волокон сердцевины. Конец лекции Лекция 8 Увеличение температуры, сопровождающее механическую обработку деталей, также вызывает остаточные напряжения. При нагревании поверхностного слоя его объем увеличивается. Холодные нижележащие слои препятствуют этому. При охлаждении объем металла поверхностного слоя уменьшается. В этом случае материал сердцевины препятствует сжатию. Так, в поверхностном слое возникают остаточные напряжения растяжения, а в сердцевине - сжатия. При выравнивании температуры напряжения не исчезают, так как степень пластичности охлажденного материала недостаточна для пластических деформаций. Внутренние напряжения, возникающие в поверхностном слое материала вследствие тепловых процессов:
|
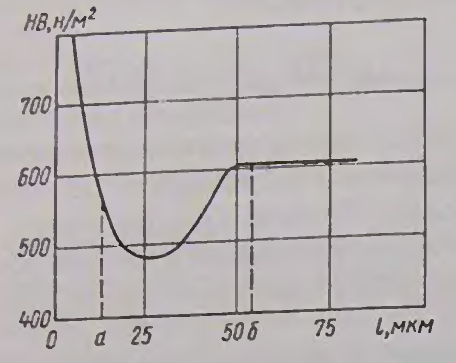 Изменение микротвердости поверхностного слоя детали (из закаленной стали 45 при обработке со скоростью 135 м/мин)
Изменение микротвердости поверхностного слоя детали (из закаленной стали 45 при обработке со скоростью 135 м/мин)


