Прерывные, переменные и групповые поточные линии
Многопредметные переменно-поточные линии, как прерывные, так и непрерывные, создаются для обработки нескольких наименований конструктивно однородных деталей. На таких линиях закрепленные детали обрабатываются последовательно с переналадкой оборудования. Подбор и закрепление деталей осуществляют таким образом, чтобы обеспечить достаточно полную загрузку линии. На групповых поточных линиях закрепленные детали обрабатываются без переналадки оборудования. Для обработки на таких линиях подбираются конструктивно и эксплуатационно подобные детали. Для всех закрепленных деталей разрабатываются единые технологический процесс, набор инструмента и приспособлений. Работа групповых поточных линий может быть организована по принципу как непрерывного, так и прерывного поточного производства. При параллельной обработке
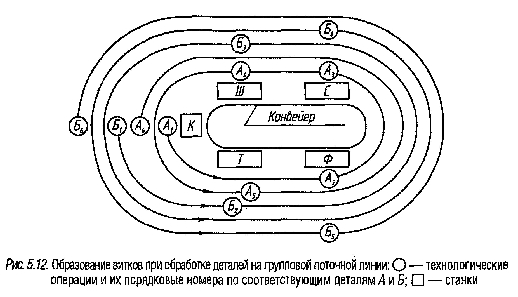
где max t шт ij — время обработки наиболее трудоемкой детали на i -й операции. Численность рабочих-операторов определяется методами, рассмотренными выше. Многопредметные групповые поточные линии широко применяются и в том случае, если технологические маршруты объединенных в группу деталей не совпадают и имеет место так называемый обратный поток. В этом случае эффективно применение круговых горизонтально замкнутых линий, на которых деталь в ходе обработки может возвращаться к тому или иному станку при любой последовательности операций, не нарушая прямоточного движения и независимо от уровня синхронизации. При этом полностью деталь может обрабатываться за несколько витков (в зависимости от содержания и последовательности операций) (рис. 5.12). Все детали помещаются на поточную линию и снимаются с нее обработанными в одном и том же пункте (на складе). Так, если деталь А, помещенная на линию из кладовой (К), последовательно проходит обработку на токарном (Т), фрезерном (Ф), сверлильном (С) и шлифовальном (Ш) станках, то она изготавливается за один виток. Деталь Б при последовательности обработки К ̶ Т ̶ Ш ̶̶;С ̶ Ф ̶ К на этой же линии обрабатывается за два витка. Если деталь А имеет технологический маршрут К — Ф — С — Ш — Т — К, она будет обработана за два витка, а деталь Б при маршруте К-—Т — Ш — С — Ф — К — за три.
Однопредметные прерывно-поточные линии применяются в тех случаях, когда длительности операций технологического процесса различны и это различие не удается свести к минимуму путем синхронизации. Движение предметов труда на таких линиях осуществляется параллельно-последовательно. На каждой операции обработка определенного количества деталей происходит непрерывно, а на следующие рабочие места они подаются передаточными партиями или поштучно с помощью бесприводных транспортных средств. По окончании обработки определенного количества деталей на короткой операции рабочий переходит на другую. При этом перед более продолжительной операцией происходит накопление заделов.
Преимущество многовитковых линий заключается в том, что не нарушается прямоточное движение обрабатываемых деталей на линии и не требуется строгая синхронизация операций. Это важно для серийного производства, так как производственный цикл изготовления деталей (а следовательно, и их задел) будет минимальным. Организация групповых поточных линий без переналадки оборудования по сравнению с непоточным производством обеспечивает повышение производительности оборудования в 2—2,5 раза, снижение стоимости механической обработки на 40-50 %, сокращение номенклатуры используемой оснастки в 2-2,5 раза и снижение затрат на ее изготовление на 13-15 %. Следует отметить, что единовременные затраты на специальную оснастку и оборудование или его модернизацию весьма значительны. Поэтому групповые линии эффективными лишь в том случае, когда программа выпуска деталей устойчива и значительна по объему.
|
 ,
,