МЕТОДИКА РАСЧеТА ПРЕДЕЛЬНЫХ РАБОЧИХ КАЛИБРОВ ДЛЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ
Калибры – бесшкальные мерители, предназначенные для ограничения действительных размеров готовой детали двумя предельными контурами. Предельные калибры относятся к специальным средствам контроля, исходными размерами для расчета размеров рабочих калибров являются предельные размеры контролируемой детали. Отклонения проходной стороны калибр-скобы отсчитываются от наибольшего предельного размера вала, непроходной стороны – от наименьшего предельного размера вала. Отклонения проходной стороны калибр-пробки отсчитываются от наименьшего предельного размера отверстия, непроходной стороны – от наибольшего предельного размера отверстия. Для гладких цилиндрических деталей разработаны различные конструкции калибров-пробок и калибров-скоб, предусмотренные следующими стандартами: 1) ГОСТ 18353-73 – ГОСТ 18369-73. Калибр-скобы для диаметров от 1 до 360 мм. 2) ГОСТ 14807-69 – ГОСТ 14827-69. Калибр-пробки гладкие диаметром от 1 до 500 мм. Допуски на изготовление калибров установлены ГОСТ 24853-81 Схема расположения полей допусков и отклонений калибров-пробок относительно границ полей допусков деталей для размеров до 180 мм показана на рис. 6, схема расположения полей допусков калибров-скоб для размеров до 180 мм – на рис. 7. По стандарту приняты следующие обозначения: Dmin(dmin), Dmax(dmax) – соответственно наименьший и наибольший предельные размеры детали; T – допуск детали; H – допуск новых калибров для отверстий (пробок); H1 – допуск новых калибров для валов (скобок); Z – отклонение середины поля допуска проходного калибра-пробки относительно наименьшего предельного размера контролируемого отверстия; Z1 – отклонение середины поля допуска проходного калибра-кольца или калибра-скобы относительно наибольшего предельного размера контролируемого вала; Y – допустимый выход размера изношенного проходного калибра-пробки за границу поля допуска отверстия; Y1 – допустимый выход размера изношенного проходного калибра-кольца или калибра-скобы за границу поля допуска вала; α, α1 – величина при компенсации погрешности контроля калибрами, соответственно, отверстий и валов с размерами свыше 180 мм. При размерах до 180 мм для проходных калибров, контролирующих отверстия и валы 6-го, 7-го, 8-го квалитетов, допускается выход изношенного калибра за поле допуска изделия на величину соответственно Y или Y1. Для изделий от 9-го до 17-го квалитетов граница износа проходных калибров совпадает с проходным пределом изделия (Y=Y1=0). Расположение полей допусков калибров при размерах свыше 180 мм отличается смещением поля допуска непроходного калибра и границы износа проходного калибра внутрь поля допуска изделия на величину, учитывающую погрешность контроля калибрами (α, α1). На рабочих чертежах калибров проставляют исполнительные размеры, допуск на изготовление направляется «в тело» калибра.
Для отверстий квалитетов 6, 7, 8.
Для отверстий квалитетов 9 до 17.
Рис. 6. Схема расположения полей допусков и отклонений калибров-пробок для номинальных размеров до 180 мм
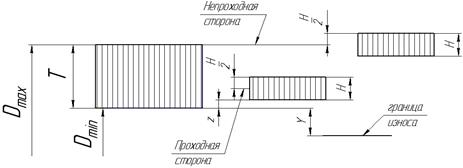
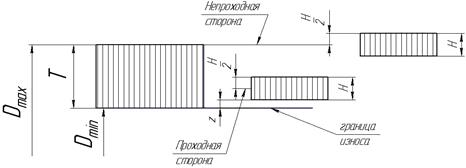
Для валов квалитетов 6,7,8
Рис. 7. Схема расположения полей допусков и отклонений калибров-скоб для номинальных размеров до 180 мм
|