ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Продольно-фрезерные станки предназначены для обработки горизонтальных, вертикальных, наклонных и фасонных поверхностей деталей торцовыми, цилиндрическими и фасонными фрезами. Станки выпускают одно- и двухстоечными, с одним или несколькими шпинделями. Продольно-фрезерные станки имеют
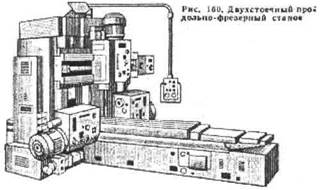
Рис 93 рабочий стол, совершающий только продольное перемещение. Главным движением в продольно-фрезерных станках является вращательное движение шпинделей бабок, а движениями подач - продольное движение стола и соответствующие перемещения шпиндельных бабок. Кроме рабочих движений станки имеют обычно следующие установочные движения: быстрые продольные перемещения стола; быстрые перемещения шпиндельных бабок; быстрый подъем или опускание траверсы перемещение гильз шпинделей каждой шпиндельной бабки для точной установки фрез на нужную глубину резания; поворот любой из шпиндельных бабок для установки фрезы под нужным углом (у станков с поворотными шпиндельными бабками). Ширина стола продольно-фрезерных станков находится в пределах 320-5000 мм, а длина — 1000-12 500 мм и более. Каждый шпиндель приводится в движение от отдельного электродвигателя. Современные продольно-фрезерные станки имеют высокую производительность. Машинное время ■ при обработке сокращается в результате высоких скоростей шпинделей, высо-
Рис. 94. Одностоечный продольно фрезерный станок ких подач, больших тяговых сил приводов подач и достаточных мощностей шпиндельных бабок. Сокращение вспомогательного времени осуществляется механизацией вспомогательных операций и при дистанционном управлении станком с одного подвесного пульта. В конструкциях станков предусмотрены возможность настройки с пульта управления любого режима работы, дистанционное бесступенчатое регулирование подач (для станков с шириной стола 500. мм и более), зажим и отжим перемещаемых узлов, их перемещение, механизированная уборка стружки из зон резания и другие виды механизации. У продольно-фрезерных станков неподвижная станина является основанием, к которому у двухстоечных станков крепят две стойки без поперечины или с поперечиной, а у одностоечных - одну стойку, несущую консольную траверсу.
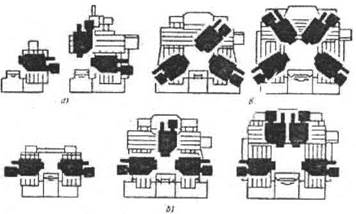
Рис. 95. Схемы компоновок продольно-фрезерных станков: а - одностоечных; б - двухстоечных с неподвижными шпиндельными бабками; в - двухстоечных с поворотными шпиндельными бабками На рис. 93 показан двухстоечный продольно-фрезерный станок с неповоротными шпиндельными бабками. Одностоечный станок с неповоротной шпиндельной бабкой показан на рис. 94. Схемы компоновок одностоечных и двухстоечных станков приведены на рис. 95 Глава XV
|