Отрезание металла
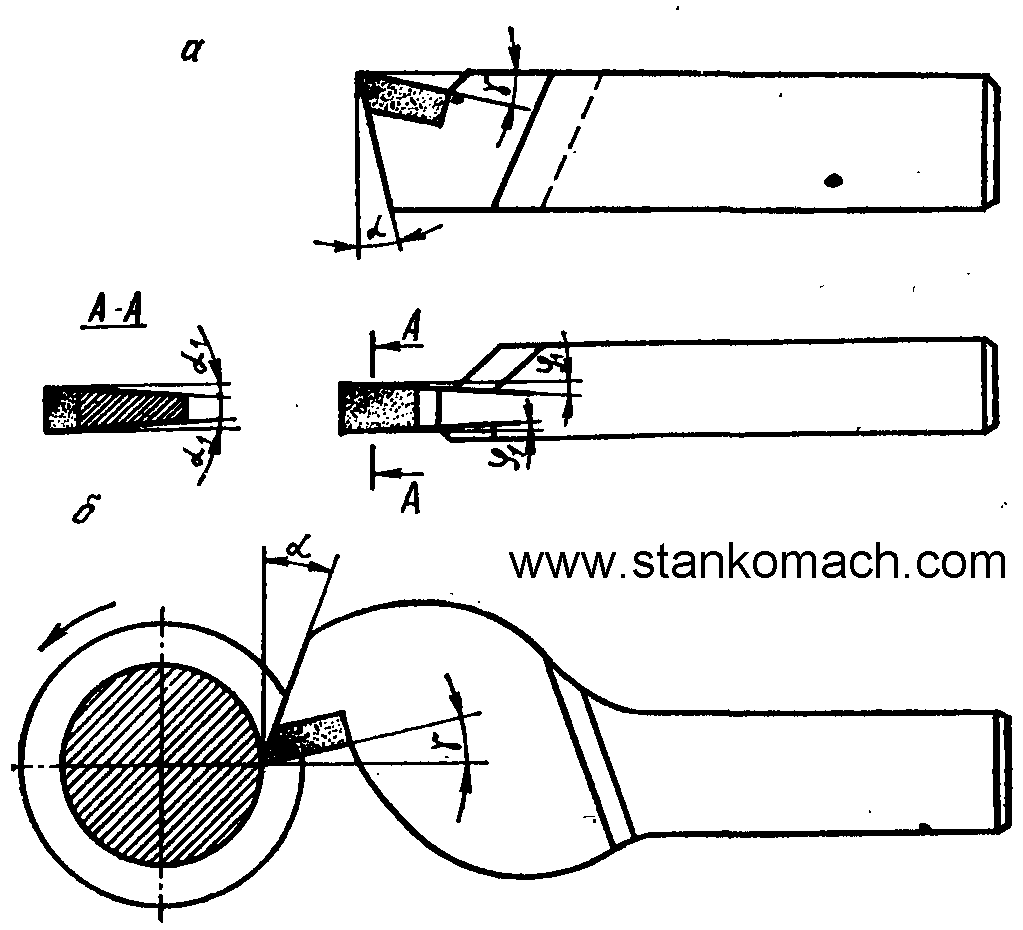
Отрезание выполняют для разделения длинной заготовки на части. При этом необходимо выдержать длину отрезаемой части, удовлетворительную плоскостность торцовой поверхности и перпендикулярность ее к оси заготовки. Работа осуществляется прямыми или обратными отрезными резцами (рис 44), которые подобны канавочным, но отличаются от них более длинной и узкой головкой. Для прорезания заготовок до центра с наименьшим расходом металла. Обратные резцы выполняют резание при левом вращении шпинделя. обладают повышенной жесткостью и устойчивостью к вибрациям. Поэтому их рекомендуется применять главным образом на частично изношенных станках при разрезании заготовок крупного диаметра.
Рис 44. Отрезные резцы: а- прямой; б- обратный Отрезные резцы устанавливают строго на уровне линии центров станка, с возможно меньшим вылетом из резцедержателя и перпендикулярно к оси заготовки. Последнее условие обеспечивается проверкой угольником, который поочередно прикладывают к поверхности заготовки с двух сторон головки резца. Если при этом углы в плане φ1 с обоих сторон почти одинаковы, то установка правильная. Отрезание выполняется в основном при закреплении заготовок в патроне. Место прореза должно быть возможно ближе к кулачкам (на расстоянии от них не более диаметра заготовки). Резец устанавливают на требуемую длину отрезки с помощью линейки (рис 45, а) и подводят к вращающейся поверхности заготовки. При появлении сплошной стружки включают механическую подачу, выключают ее несколько раньше подхода резца к оси заготовки, а оставшуюся перемычку разрезают ручной подачей. Отделяемая часть иногда отламывается раньше подхода резца к центру заготовки, и на торце последней остается небольшой выступ (бобышка). Для деталей, которые после отрезки не подрезаются, такое явление нежелательно. Его можно избежать, если главную режущую кромку заточить под углом 8-10°, как показано на рис 45, б. При отрезании заготовок крупного диаметра или большой длины возможна поломка резца в конце резания из-за того, что он защемляется в прорези. Для предупреждения подобного необходимо, не доходя резцом до центра заготовки, отвести его назад, выключить вращение шпинделя и отломить отрезаемую часть вручную. Длинные заготовки большого диаметра, которые не проходят в отверстие шпинделя, разрезают при установке в патроне и заднем центре. Их сначала надрезают на части необходимой длины, оставляя небольшие, но достаточно прочные для резания перемычки, а после снятия заготовки со станка разламывают. Чтобы сократить время установки резца на длину отрезаемой заготовки, применяют различные упоры, одна из конструкций которых приведена на рис 45, в. Откидной упор 1устанавливают в пиноль задней бабки, положение которой регулируют по результатам отрезки первой заготовки. Для автоматического отбрасывания при включении вращения заготовки упор имеет угловой срез примерно на 2/3 диаметра. Режимы резания для отрезания можно принимать примерно в тех же пределах, что и при вытачивании канавок. При отрезных работах возможны следующие виды брака.
1. Не выдержана длина заготовки. Причина: неточная установка резца на размер. Если надо выдержать повышенную точность Длины заготовки, следует вначале надрезать ее на глубину 0, 5-1 мм, измерить длину, а затем окончательно установить резец на требуемый размер по лимбу верхних салазок. Торец заготовки неперпендикулярен к ее оси. Причина: заготовка установлена в патроне неточно, с перекосом. Завышенная шероховатость торца после отрезки. Причины: затупление резца, некачественная его заточка, нежесткое крепление резца, большая или очень малая подача.
|