Подрезание торцов и высоких уступов
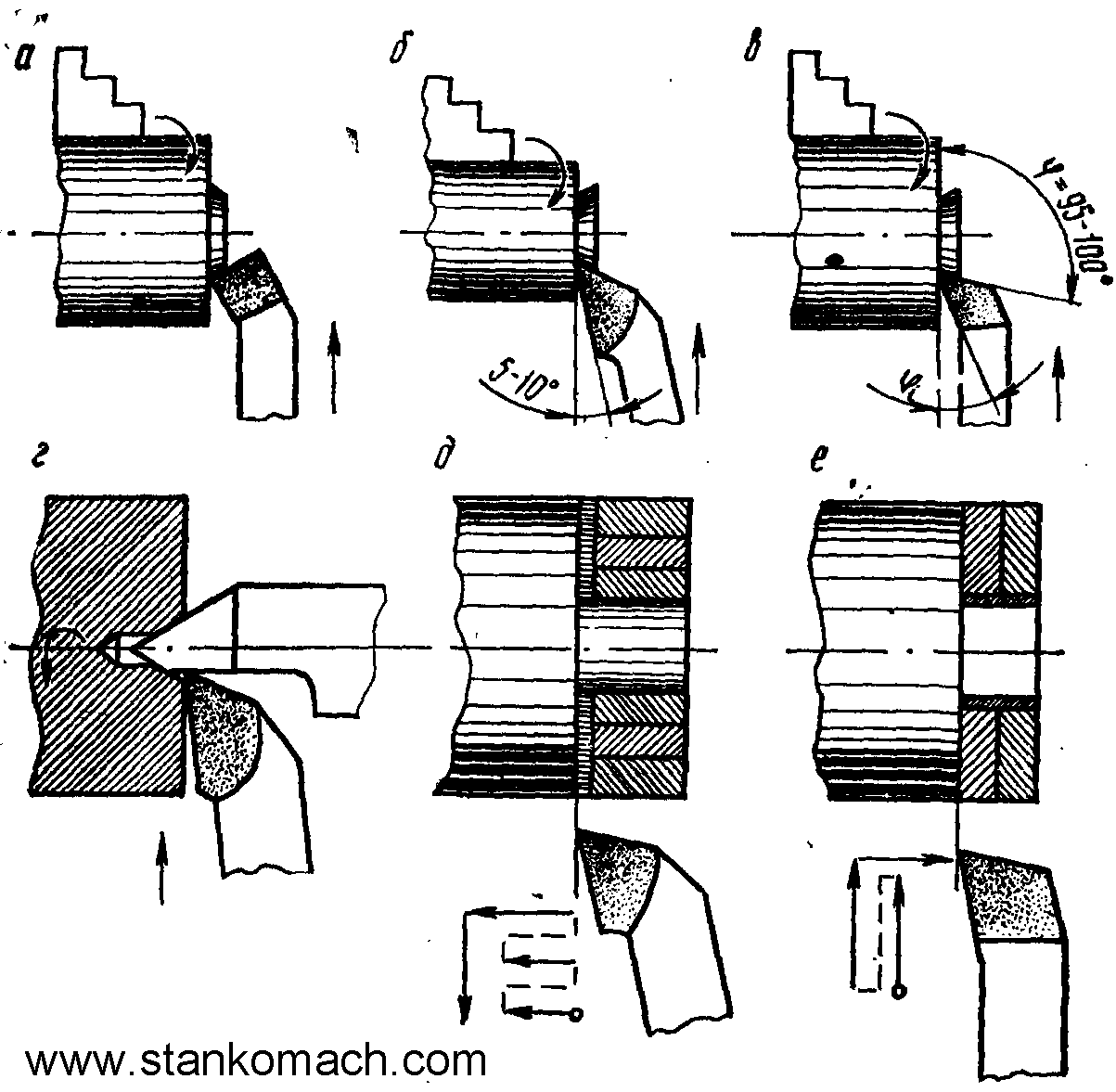
обработку торцов в большинстве случаев выполняют с установкой заготовок в патроне. При необходимости заготовки выверяют на отсутствие биения ранее рассмотренными способами (см. § 11). Длинные заготовки, которые по диаметру не проходят в отверстие шпинделя, устанавливаются в патроне и заднем центре или в центрах. При этом для подрезания торца до центрового, отверстия (см. рис 41, г) в пиноль задней бабки устанавливают упорный полуцентр. Чтобы сократить время на пробные проточки и измерения при обработке деталей партиями, целесообразно заготовкам придавать постоянное продольное положение на станке с помощью шпиндельных упоров, уступов кулачков патрона, поводково-плавающих центров и др. Для заготовок, пропускаемых в отверстие шпинделя, можно воспользоваться регулируемым упором 3 (рис 40). Его устанавливают на заднем резьбовом конце шпинделя при помощи специальной гайки 2, регулируют по длине и фиксируют винтом 1. Установка заготовок на станке при подрезании уступов выполняется теми же способами, что и при обтачивании цилиндрических поверхностей (см. рис 22). Подрезание торцов предпочтительно выполнять проходными отогнутыми резцами (рис 41, а), имеющими массивную головку и, следовательно, более высокую стойкость. Торцы небольшого диаметра подрезают упорными резцами (рис 41, б), главную режущую кромку которых располагают к обрабатываемой поверхности под углом 5-10°. Этими же. резцами в конце обтачивания цилиндрического участка поперечной подачей подрезают высокие уступы (рис 41, д). Для собственно подрезных работ предусмотрены подрезные резцы, которыми кроме обработки торцов (рис41, в) можно за несколько поперечных проходов подрезать высокий уступ (рис 41, в) и после этого продольным движением окончательно обточить цилиндрический участок. Резцы устанавливают в резцедержателе суппорта с наименьшим вылетом, строго на уровне оси центров и прочно закрепляют.
Рис 41. Подрезание торцов (а-г) и высоких уступов (д-е)
Торцы и высокие уступы, как правило, подрезают поперечной подачей резца. Их расположение по длине получают установкой резца на требуемый размер по лимбу продольной подачи или разметкой с помощью линейки. Во всех случаях, когда главная режущая кромка резца расположена под углом к обрабатываемому торцу, возникает осевая сила, стремящаяся отжать резец в сторону. При подрезании с большой глубиной резания эта сила становится значительной, способной сдвинуть суппорт продольно, если работа ведется с ручной подачей. В результате обработанная поверхность получится неплоской с повышенной шероховатостью. Суппорт в этом случае следует удерживать от сдвига маховичком продольной подачи или закрепить зажимным винтом на станине. Режим резания для подрезных работ можно устанавливать примерно в тех же пределах, что и для наружного точения (см: §12). Положение торцов и уступов по длине детали измеряют линейкой или штангенциркулем, которые во избежание ошибки следует располагать строго параллельно оси детали. Перпендикулярность торца к оси цилиндрической поверхности проверяют угольником, плоскостность - прикладыванием к торцу ребра линейки или угольника на просвет, шероховатость - сравнением с эталонами шероховатости. Вследствие различных причин при обработке торцов и уступов могут возникнуть следующие виды брака. Часть поверхности осталась необработанной. Причины: мал припуск; при установке заготовки в патроне допущен перекос; неперпендикулярность торца заготовки к ее оси. Неточное расположение торца или уступа по длине детали. Причины: неточность измерений;не выбран люфт при пользовании лимбом. Неперпендикулярность торца (уступа) к оси детали. Причина: при установке заготовки в патроне допущен перекос. Неплоскостность обработанной поверхности. Причины: большие глубина резания и подача; нежесткое крепление резца; продольный отжим суппорта; завышенные зазоры в направляющих суппорта. Завышенная шероховатость. Причины те же, что и при обтачивании цилиндрической поверхности(см. § 12). Брак устраняется внимательным отношением к работе, своевременным устранением неисправностей станка, применением правильных приемов работы.
|