Организация смены заготовок в РТК
Непременным условием успешной обработки детали на автоматизированных участках является быстрое и надёжное закрепление заготовок и быстрое их освобождение. Для этой цели служат автоматические зажимные устройства. Способы крепления заготовок зависят от вида и жесткости заготовки, допусков на её размеры, особенностей выполнения технических операций и главное от способа базирования. В практике машиностроения наиболее широко используется следующие способы базирования и закрепления заготовок: 1. Базирование заготовки по внешней (внутренней) цилиндрической поверхности и перпендикулярной ей поверхности. 2. Базирование заготовки и закрепление на плоских поверхностях. 3. Базирование заготовки на центровые отверстия и закрепление с помощью поводкового устройства. 4. Базирование по 2-м цилиндрическим отверстиям с параллельными осями и перпендикулярную им поверхность, на которую закрепляют заготовку. На сверлильно-фрезерно-расточном, зубофрезерном и шлифовальном станках используем базирование заготовки в центрах (рис.6). На токарном станке заготовка крепиться в трехкулачковом патроне (рис.7) и в центрах.
Рис.6. Трехкулачковый патрон
Рис.7.Сменные центра на токарном станке
Накопительные устройства предназначены для организации межоперационных заделов и использования их в качестве буферных накопителей. В разработанных РТК используется следующий вид накопителя, представленный на рисунке ниже (рис.8). Накопитель расположен под углом, чтобы детали и заготовки под действием своего собственного веса падают с конвейера. Также для накопления используется тактовый стол, представленный на рис. 9.
Рис. 8. Накопитель для заготовок и готовых деталей В качестве приемно-передаточного устройства используется тактовый стол модели СТ-220(рис.9). Данный тактовый стол имеет 24 пластины. Тактовый стол приводится в движение асинхронным двигателем через редуктор. Высота стола может варьироваться от 700 до 850 мм. Это обеспечивается за счет винтовых механизмов. Время перемещения на одну позицию составляет 3 секунды.
Рис. 9. Тактовый стол Движение обеспечивается специальной системой управления (рис.10). Выключатель SA1 с нормально разомкнутыми контактами, т. е. опущенном состоянии контакты разомкнуты. В исходном положении пластина тактового стола нажимает на концевой выключатель и его контакты разомкнуты. По команде от системы управления замыкается SA2. Через управляющую обмотку реле К1 течет ток. Контакты К1.1-К1.3 замыкаются и двигатель включается. Тактовый стол приходит в движение. Пластина съезжает с концевого выключателя и его контакты замыкаются. Система автоматического управления размыкает свои контакты, но реле (за счет SA1 замкнуто) не размыкается. Следующая пластина своим кулачком наезжает на концевой выключатель и размыкает контакты SA1. Реле К1 отпускает и двигатель останавливается. Цикл движения (такт) тактового стола окончен.
Рис.10. Схема управления двигателем
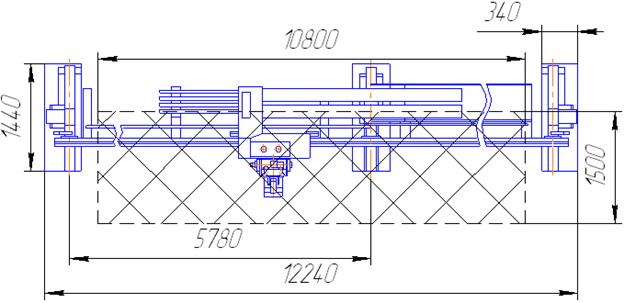
Специализированный ПР М40П.05.01 (рис.11) предназначен для обслуживания различного специализированного оборудования, в том числе металлорежущих станков с ЧПУ в составе гибких автоматизированных станочных систем. Промышленный робот оснащается устройством ЧПУ позиционного типа (УПМ-331), позволяющим осуществлять заданные программой перемещения по трем координатным осям и выполнять большое число команд управления циклом работы как самого робота, так и обслуживаемого технологического оборудования. Устройство управления состоит из шкафа ЧПУ и электроавтоматики. ПР оснащается устройством для автоматической смены схватов, в том числе двухзахватных, обеспечивающих одновременное манипулирование с заготовкой и обработанной на станке деталью. Манипулятор ПР выполнен передвижным и имеет портальную конструкцию, позволяющую осуществлять групповое обслуживание металлорежущих станков с горизонтальной осью шпинделя. На портале смонтирована передвижная каретка, несущая механизм вертикального выдвижения руки. Каретка перемещается по монорельсу, закрепленному на портале. Привод каретки осуществляется электрогидравлическим шаговым двигателем, который через редуктор и зубчатое колесо соединен с рейкой. Для выборки люфтов в цепи привода предусмотрен гидродвигатель, соединенный через зубчатый редуктор со вторым реечным зубчатым колесом. На каретке закреплен корпус ползуна, по которому перемещается на опорах качения ползун, соединенный со штоком линейного электрогидравлического шагового двигателя. На конце ползуна закреплена рука, выполнена в виде двуплечего рычага. Рука совершает качательные движения вокруг оси с помощью линейного электрогидравлического привода, размещенного на кронштейне, закрепляемого на ползуне. На нижнем конце руки шарнирно крепится кисть со схватом. Кисть может поворачиваться относительно горизонтальной оси, проходящей через шарнир крепления ее к руке, а также вращаться вокруг своей оси на определенный угол. Для обеспечения постоянного углового положения в пространстве оси головки качения предусмотрен спрямительный механизм. Конструкция манипулятора ПР предусматривает возможность установки на нем дополнительных механизмов и устройств, например, для контроля базирования заготовки, измерения диаметра обрабатываемой на станке детали, очистки (обдувом) базовых поверхностей станка и технологической оснастки. Опорная система робота представляет собой траверсу, состоящую из секций монорельсов, установленных на колонах. На траверсе крепятся рельсы, по которым перемещается каретка. На монорельсе закреплены кронштейны, несущие цепь энергоподвода, а также кронштейны крепления линеек зон, которые взаимодействуют с бесконтактными выключателями, установленными на каретке вдоль зоны обслуживания. Техническая характеристика: Грузоподъемность, кг 40 Число степеней подвижности 5 Наибольшие перемещения: Каретки по монорельсу, мм 10800 Руки в вертикальном направлении, мм 420 Поворота руки, град 100 Поворота кисти руки, град 90 Поворота кисти относительно продольной оси, град 180 Наибольшие скорости перемещений: Каретки, м/с 0,8 Руки в вертикальном направлении, м/с 0,8 Поворота руки и кисти, град/с 90 Точность позиционирования, мм ±1 Масса (без устройства ЧПУ), кг 3000
Рис. 11. Габаритный план промышленного робота модели М40П
|