
Общая методика расчета опорных точек контура детали и траектории инструмента. Программирование фрезерных операций
Формообразующие движения инструмента совместно с его подводами и отводами описываются линией (траекторией), вдоль которой перемещается заданная
Рис. 6.12. Связь систем координат детали, станка и инструмента при обработке на сверлильно-расточном станке: Zc, Yc, Xc – начало системы координат станка; П – базовая точка крестового стола; Zи, Xи – координаты инструмента; С – базовая точка инструмента; А – текущая точка траектория инструмента; Б – базовая точка приспособления
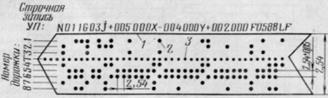
Рис. 6.13. Участки эквидистанты: а. б — эквидистанта соответственно отрезка прямой и дуги окружности; 9. г — эквидистанта сложного контура точка инструмента (вершина режущего лезвия или центра вращения). Линия определяется характерными (опорными) точками контура детали (ГОСТ 20523—80). Геометрические элементы контура детали находят по размерам, заданным па чертеже, с учетом межоперационных припусков на обработку. Точность вычислений при расчете УП обычно ограничивается дискретностью задания перемещений и углом поворота рабочего органа станка. Координаты опорных точек контура рассчитывают в системе координат детали при помощи уравнений, описывающих геометрические элементы детали и соотношений треугольников. Траектория центра концевого инструмента в плоскости обработки представляет собой линию — геометрическое место точек, равноудаленных от контура детали на радиус инструмента. На рисунке 6.13 показаны варианты построения эквидистанты. При α >180° элементы эквидистанты соединяются дугами окружностей R,, а при α<180° общей точкой сопряжения является точка пересечения элементов контура. При подготовке УП составляют операционные эскизы, определяющие исходные положение детали и инструментов в координатных плоскостях, что позволяет запрограмировать перемещение инструментов из исходного положения или положения «плавающего» пуля рабочего органа в конкретную точку контура поверхности детали. Указывают расположение и направление координат инструмента и исполнительных органов, определяют число переходов (элементарные, инструментальные, позиционные и вспомогательные), выбирают режимы резания и порядок смены инструмента, назначают необходимые технологические команды. Перечисленные мероприятия составляют технологический этап программирования. Координаты опорных точек траектории инструмента определяют на расчетно-аналитическом этапе подготовки УП на основании найденной ранее траектории инструмента. Опорные точки рассчитывают при помощи математического аппарата и аналитической геометрии. Так как технологический процесс обработки деталей на металлообрабатывающем оборудовании с ЧПУ включает в себя элементарные перемещения и технологические команды, отрабатываемые УЧПУ, то элементарные перемещения формируются с учетом ограничений конкретного устройства ЧПУ, например, дугу окружности необходимо расположить в пределах одного квадранта или задания, отрезок прямой нужно задать числом дискрет, не превышающим емкость регистра памяти УЧПУ. Технологические команды, реализуемые исполнительными механизмами станка, обеспечивают необходимые условия для отработки элементарных перемещений. Последовательность элементарных перемещений и технологических команд определяет содержание УП. Перфолента наряду с оперативными УЧПУ, применяемыми при управлении многооперационными станками, ГПМ и РТК, является одним из средств ввода УП во внешнюю ЭВМ или отбора части программы для переноса ее на обычные УЧПУ автоматизированных комплексов посредством съемных блоков. Запись УП на перфоленте представляет собой сочетания перфорационных отверстий, определенных системой кодирования ИСО и располагаемых построчно вдоль ленты относительно синхронизирующих отверстий лентопротяжного механизма. Каждой дорожке, кроме транспортной, на основе двоичной системы присвоен вес (в натуральных единицах) двоичного числа, где отсчет номера дорожки ведут от базовой кромки перфоленты: первая дорожка имеет вес единичного сигнала в виде кодового отверстия перфорации 20 вторая дорожка — 21; третья — 22; четвертая — 23; пятая — 24; шестая — 25; седьмая — 26; восьмая — 27. Десятичные цифры кодируются на первых четырех дорожках по шифру 8—4—2—1, что соответствует весу двоичных знаков 21 — 2 – 21 — 2°; восьмая дорожка предназначена для контроля каждого кадра УП построчно по паритету на четность числа кодовых отверстий каждого символа. Код ИСО-7 бит позволяет кодировать 128 комбинаций команд, где семь двоичных разрядов используют в ЭВМ микропроцессорной техники как байт — единицу информации при составлении УП на оперативных УЧПУ. Согласно рекомендациям ГОСТ 27463—87 запись кадра УП определяется последовательностью ввода адресов команд: %—N—G – X—Y—Z—I – J—К -F—S—Т—L—M— LF, где % — начало кадра; N — адрес кадра; G — подготовительная функция режима работы УЧПУ; X, Y, Z — основные координаты опорных точек; I, J, К — координаты начальных точек дуги относительно X, Y, Z; адреса I, J, К должны иметь знак +, адреса X, Y, Z — «г» или «—» относительно принятой системы координат, а также число импульсов в виде шести разрядов десятичных знаков. Адреса команд несут различное число разрядов: G — технологическая команда, указывающая на режим работы станка; S — адрес частоты вращения шпинделя; Т — адрес номера инструмента; F — адрес подачи; L — адрес коррекции на линейный размер, радиус дуги или весь блок эквидистанты; М — технологическая команда; LF — конец кадра. Структуру кадра можно изменить согласно инструкции по программированию конкретного УЧПУ станка. Способ записи УП — адресный, длина кадра — переменная, т. е. каждый кадр, именуемый фразой, состоит из нескольких слов, представляющих собой адрес команды и ее шифр, согласно инструкции по программированию, а вся УП содержит определенное число фраз, необходимых для обработки деталей и обеспечения автоматического режима работы станка с ЧПУ. На рисунке 6.14 приведен фрагмент (фраза) УП на перфоленте (ГОСТ 26764-85), где указаны ее элементы и дана
Рис. 6.14. Фрагмент фразы УП на перфоленте: 1 — базовая кромка: 2 — колонок отверстие ø1,83+0,05; 3 – отверстие синхронизатора (транспортной дорожки) ø распечатка (расшифровка) кодовых отверстий, размещенных на 37 строках. Распечатка кадров УП обычно записывается в виде столбца, когда первый кадр занимает первую верхнюю строку. Распечатка кадров в кодированном виде содержит следующую информацию: N011 обозначает адрес кадра N и его порядковый номер 11; G03 — адрес технологической команды (03) для круговой интерполяции при движении против хода часовой стрелки. J +00500U—5000 импульсов адреса координаты центра поворота инструмента по радиусу окружности с коррекцией точности поворота относительно оси У по радиусу 50 мм; X—004000 — адрес основной первой координаты опорной точки контура с отрицательным направлением перемещения исполнительного органа на 4000 имп.; У+002000 — адрес основной второй координаты опорной точки с положительным направлением перемещения на 2000 имп. F 0588 обозначает адрес подачи исполнительного органа и ее значение в кодированном виде; LF —- символ «конец кадра», проставляется в конце записи распечатки каждого кадра (допускается не проставлять, однако в программах большинства действующих в настоящее время УЧПУ символ LF проставляется). Размер координатных перемещений, мм, режущего инструмента или другого исполнительного органа по опорным точкам
где q – дискретность (разрешающая способность), мм, одного импульса УЧПУ, подаваемого на шагово-импульсный двигатель привода подач исполнительного органа (для каждого типа станка с ЧПУ имеет определенное значение и указывается в технических характеристиках); N имп — число импульсов.
Рис. 6.15. Код ISO-7 bit Значения частот вращения шпинделя и подач кодируются определенным числом разрядов для каждого типа станка в соответствии с системой кодирования и инструкцией по программированию. В зависимости от обработки и системы кодирования кадр УП может содержать набор различных технологических команд и координатных перемещений, а также их комбинации. На рисунке 6.15 показана система кодовых комбинаций по ИСО-7 бит согласно ГОСТ 13052—74. Система имеет 16 строк и восемь столбцов. Строки обозначают сверху вниз четырехразрядным двоичным числом, столбцы — слева направо трехразрядным двоичным кодом. Каждый символ алфавита при записи выражается семиразрядной кодовой комбинацией. Комбинация состоит из двух частей: первые четыре разряда — номер соответствующей строки, левые три разряда — номер столбца. Например, цифра «4» кодируется комбинацией 0110100, буква «Е» — 1000101, знак «+» —0101011 и т. д. Помимо указанных функций, в коде ИСО имеются следующие рекомендации по применению букв, сокращенных слов и знаков: «А, В, С» — вращения вокруг осей X, Y, Z или осей параллельных им; «Р, Q, R» — перемещение (третичное) параллельно осям X, У, Z; «DE»— поворот вокруг оси; «Н» — кратность обработки; «(«выключение автоматического управления;»)» — включение автоматического управления; «:» — главный кадр; «/» — пропуск кадра при наладке; «НТ» — горизонтальная табуляция и т. д.;«DЕ1»— забой строки.
Рис. 6.16 Схема эквидистанты фрезы при обработке внешнего контура детали Фотосчитывающее устройство считывает с перфоленты нанесенную перфорацию (1 – пробой есть; 0 — пробоя нет), которая обрабатывается блоками УЧПУ и выдается в виде декодированных единичных импульсов унитарного кода интерполятором в определенном количестве и с определенной частотой исполнительным.механизмам привода подач и т. д. Фрезерные станки, оснащенные контурными непрерывными УЧПУ, предназначены для фрезерования плоских деталей сложной конфигурации, корпусных деталей с нескольких сторон и крупных отверстий в условиях единичного и серийного производства. Фрезерные станки с ЧПУ могут входить в робототехнический комплекс, в котором программоносителем является перфолента, что позволяет оперативно менять управляющие программы. Кодирование технологических команд определено инструкцией по программированию конкретного УЧПУ. В зависимости от характера обработки и для упрощения кодирования информации контуров сложной формы следует давать положение опорных точек по определенному варианту сочетания осей координат обрабатываемого контура. Рассмотрим пример программирования обработки внешнего комбинированного контура с учетом следующих данных (рис. 6.16): расстояние концевой фрезы от плоскости обработки — 30 мм; высота детали — 18 мм; диаметр фрезы d фр = 20 мм. Выбираем декадный переключатель коррекции № 14 (для оси Z) на панели УЧПУ и устанавливаем на нем +2000 имп., что соответствует вертикальному перемещению фрезы на высоту детали 18 мм и глубину врезания 2 мм. ТОЧКИ ОПОРНЫЕ: N001G17. ЗАПИСЬ УП: LF (0—1) — N002601X+020000L4724LF (1—1) — N003Y4-005000F0712L401LF (1—2) — N004G41X—015000F0580L114LF (2—3) — N005G41Z—006000L214LF (3—4) — N006G51X—OOOOOOL114LF (4—5) — N007G521-I-010000X—010000Y-010000L214LF (5—6) — N008G41Y+OOOOOOL214LF (6—7) — N009G51X—010000L114LF (7—8) — N010G43J +010000Х—010000Y—010000L214LF (8—9) — N011G01Y—010000LF (9—10) — N012J-010000X-010000Y-010000L114LF (10—11) — N013G01X+010000LF (11—12) — N014G43H-010000X+010000Y+010000L2ULF (12—2) — X015G01Z+005000LF (2—1) — N016G51X+005000L114LF (1—1) — N017G40Y+006000F4712LF (1—0) — N018X—020000F4724LF N019M02LF Кадр N003 корректирует длину инструмента, кадр N004 — выход на эквидистанту. При обработке несопряженпых участков необходимо осуществить их программное сопряжение, когда радиус сопрягающей дуги для внешнего контура R=2,55 мм.
|



 ,
,




