Специализированная и универсальная системы подготовки программ обработки корпусных деталей и валов
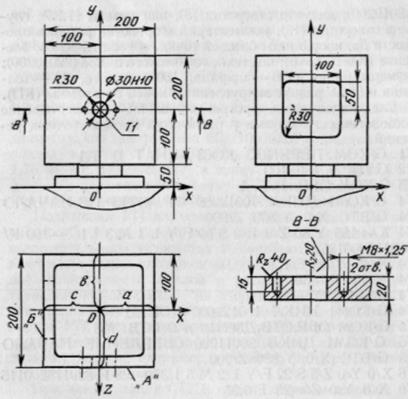
На автоматизированных участках типа АСК и АСВ обрабатывают детали широкой номенклатуры одного технологического плана, например корпуса или «тела вращения», в условиях мелкосерийного и серийного производства. В системе централизованного управления участками (DNC) используют одну или две ЭВМ среднего уровня, микроЭВМ и устройства NC. На участках типа АСК станками управляют при помощи мини-ЭВМ (системы GVC), где УП передается в УЧПУ не покадрово, а целиком или в виде технологически законченной части. В основе подготовки УП лежит САП на малых ЭВМ среднего уровня, микроЭВМ нижнего уровня и больших ЭВМ высшего уровня, объединенных в комплекс согласно конкретным условиям ГАЛ, ГАУ и ГАЦ, когда требуется ввести конструкторскую и технологическую подготовку производства. В состав участков входят металлорежущие станки с ЧПУ различных групп и типов (например, моделей 1725МФЗ, МА2235МФ4, МА6907ПМФ4 и т. д.). Управляющие программы составляют при помощи системы подготовки управляющих программ (СПУП-АСК) и системы технологической подготовки валов (СТПВ). СПУП-АСК построена по блочно-модульному принципу со структурой препроцессор-процессор-постпроцессор и с использованием внутреннего промежуточного языка для обмена информацией между модулями. Для АСК, управление которой осуществляется централизованно от управляющего вычислительного комплекса, выполненного на базе мини-ЭВМ, при подготовке УП наиболее оптимально применять центральную ЭВМ. Благодаря периферийным устройствам управляющей мини-ЭВМ агрегатной системы вычислительной техники (АСВТ) вполне можно решать комплекс математических задач, необходимый для машинной подготовки УП, с описанием модулей СПУП-АСК на ФОРТРАН-IV и их отладкой. Внутренняя структура СПУП-АСК получена по принципу универсальных машин и содержит три основные части: процессор, который вводит и декодирует исходные данные; процессор, перерабатывающий геометрическую информацию и развертывающий технологические циклы и технологические спецкоманды; постпроцессор, в функции которого входит генерация строк УП в соответствии с требованиями СЧПУ и возможностями конкретного станка. Входной язык для САП обработки деталей на АСК выполнен по правилам ИСО на базе русского языка. Работа СПУП-АСК осуществляется последовательным вызовом функциональных модулей программой-диспетчером, что обеспечивает рациональное использование небольшого объема памяти мини-ЭВМ. Массив исходных данных (МИД) записывают в специальном табличном бланке, содержание которого на перфоленте вводят в ЭВМ или набирают непосредственно на клавиатуре дисплея в адресной форме. МИД записывают строкой общих данных и строками геометрических и технологических описаний с комментариями. Для замены, удаления и распечатки справочных записей и анкет информационной базы разработана система унифицированных программ-редакторов информационных библиотек, заполняемых на специальных бланках технологом-программистом. Функционирование СПУП-АСК поясняет пример программирования элементов корпусной детали (рис. 6.23): плоскости А. отверстия fl 30H10, двух отверстий М8 х 1,25 и прямоугольной рамки па плоскости Б. Текст исходных данных, подготовленный на бланке и распечатанный в режиме диалога с ЭВМ, включает в себя строку общих данных, содержащих наименование деталей и номер УП, код станка, значения параметров, необходимых для установки деталей на столе станка [а=100, в — 100, с — 100 и d=100 (см. рис. 6.23)1; код предварительной обработки заготовки (1 — черновая); код материала (1 — чугун); код жесткости детали (1 — нормальная жесткость); число строк исходных данных (10) и число строк в коде ИСО (0). =ОБРАЗЕЦ/1 6907 100 100 100 100 1 1 1 1 10 О КОМ ПЕРЕНОС КООРДИНАТ В Т. 1 НД 0 150 100 КОМ ОБР. ПЛ. А X/—100 Y/—100 Z/O J/10010200—200—200 КОМ ОБР. ОТВ. ДЗОН10 и 2—ОТВ. М8 Х/0 Y/0 J/50010400—30—20 К2 Х/0 YO Q/O R/30 J/62010200—8—1,25—15 КОМ ОБР. РАМКИ ПЛ.Б Х/0 Y/0 J 20010200—100—100—20—30 КП В последующих строках исходных данных записаны: комментарий «перенос координат» в точку «1»; координаты начала системы координат детали (НД) в системе координат станка (Х = 0, Y = 150, Z = 100); комментарий «обработка плоскости А»; координаты базовой точки обрабатываемого элемента (Х=—100; Y=—100); код технологического цикла (цифры кода) 10010200 обозначают —1 — плоскость, О — прямоугольник, О — открытая поверхность, 1 — элемент перпендикулярной оси, 0 — признак припуска, 2 — код набора технологических требований (квалитет Н12; неплоскостность 0,2; непараллельность от Х0,15; точность позиционирования по оси 0,2) и последние две цифры кода 00 — признак выбора на ЭВМ (вида операций); габаритные размеры плоскости (200 — высота, 200 — ширина); комментарий «обработка отверстия диаметром 3ОН 10 и двух отверстий М8»; координаты центра первого отверстия (Х=0, Y=0); код технологического цикла (50010400); габаритные размеры отверстия (30 — диаметр, 20 — глубина); система двух точек на окружности (К2); координаты центра окружности (Х=0, Y=0), первая точка определена углом (Q=О0), радиус окружности (R=30); код технологического цикла
Рис. 6.23. Чертеж детали типа «корпус» и схема ее установки на столе станка (62010200); диаметр отверстия (8); шаг резьбы (1,25); глубина отверстия (15); комментарий «обработка рамки в плоскости Б»; координаты базовой точки, обрабатываемого элемента (Х=0, Y=0); код технологического цикла (22010200); размеры рамки (100 — ширина, 100 — высота, 20 — толщина и 30 — радиус закругления); конец программы (КП). Следующая фаза программирования — развертывание технологических циклов и распечатка промежуточных решений. 0/1 G/КОМ ПЕРЕНОС КООРДИНАТ В Т.1 0/2 G/НД 0 150 100 0/3 G/КОМ ОБР. ПЛ. А 0/4 G/KOM1 ЦИКЛ 10012260 ФР. ОТКР.ПЛ.НАЧАЛО 0/4 G/BTC Х/0 Y/850 Z/900 0/4 X/—185 Y/80 Z,0 В/О S/80 F/Y L/1 М/3 I/160—160 К/603110000125 0/4 Х/40 У/80 F/1,76 0/4 Х/40 Y/—30 0/4 X/—185 Y,—30 0/4 G/КОМ1 ЦИКЛ 100122600 КОНЕЦ 0/5 G/КОМ ОБР.ОТВ.Д3ОН10 и 2 ОТВ. М8 0/6 G/КОМ1 ЦИКЛ 50011220 СВЕРЛЕНИЕ НАЧАЛО 0/6 G/BTC X/O Y/850 Z/900 0/6 Х/0 Y/0 Z/5 S/22 F/Y L/2 М/5 I/350—28 К/329115200115 0/6 Х/0 Y/0 Z/—23 F/'0,35 0/6 Х/0 Y/O Z/5 F/Y 0/6 G/KOM1 ЦИКЛ 50011220 КОНЕЦ 0/6 Q/KQMIЦИКЛ 50012223 ЗЕНКЕРОВАНИЕ НАЧАЛО 0/6 G/BTC Х/0 Y/850 Z./900 0/6 Х/0 Y/0 Z/5 S/22 F/Y L/2 M/5 1/350—28 К/329115200115 0/6 Х/0 Y/0 Z/—23 F/0,35 0/6 Х/0 Y/0 Z/5 F/Y 0/6 G/KOM1 ЦИКЛ 50011220 КОНЕЦ 0/6 G/KOM1 ЦИКЛ 50012223 ЗЕНКЕРОВАНИЕ НАЧАЛО 0/6 G/BTC Х/0 Y/850 Z/900 0/6 Х/0 Y/0 Z/5 S/30 F/Y L/3 M/6 I/113—30 К/515115400215 0/6 X/0 Y/0 Z/—30 F/0,4 0/6 X/0 Y/0 Z/5 F/Y 0/6 G/KOM1 ЦИКЛ 50012223 КОНЕЦ 0/7 G/КП Например, цикл, указанный в пятом списке исходных данных, развернут в семи строках 0,4 распечатки промежуточных решений, в которых содержится следующая информация: комментарий «цикл 10012260 фрезерования открытой плоскости, начало» (здесь пятая цифра кода обозначает код с припуском, а седьмая и восьмая цифры — код операции фрезерования, выбранный на ЭВМ); выход в точку смены (ВТС) с координатами Х=0, Y=850, Z=900; подвод в точку с координатами Х=185, Y=80, Z=0; без поворота стола (В=0); скорость главного движения 80 м/мин; подача ускоренная; корректор длины № I; инструмент М в третьей позиции; параметры инструмента (160 — вылет, 160 — диаметр); код инструмента 603110000125 (торцевая фреза); подвод в точку с координатами X=40, Y=80; подача 1,76 мм/об; перемещение в точку с координатами X=40, Y=—30; перемещение в точку с координатами Х=—185, Y=—30; комментарий «цикл 10012260 конец». Подготовка УП для станков участка типа АСВ имеет свои особенности, связанные с наличием в качестве УЧПУ вычислительного устройства с памятью. УП подготавливают в два этапа: на первом выдается полуфабрикат в виде последовательности циклов с распечаткой операционной технологической карты; на втором ведут обработку УП, т. е. выполняют необходимые расчеты для формирования кадров УП, постпроцессировапие, координатную привязку перемещений инструмента, корректировку циклов или отдельных кадров, например, уточняют размеры заготовки или режимы резания. При эксплуатации СТПВ время, затрачиваемое па подготовку УП для программирования фрезерно-сверлильных операций, составляет 0,6 ч, а для деталей тина «тела вращения» — около 1 ч. В металлообработке для оборудования с ЧПУ применяют различные СПУП, например «САПФИР» для ЕС ЭВМ. СПУП для токарных станков — «САПФИР-Т», ее модификации — «САПФИР-Т23» и «САПФИР-Т24»; для фрезерных станков базовая модель — «САПФИР-Ф», ее модификации— «САПФИР-Л21»; для сверлильных станков с позиционными УЧПУ — «САПФИР-С21», а для многооперационных станков — «САПФИР-021». «САПФИР-021» предназначен для многооперационного станка модели 6904ВМФ2 с прямоугольным управлением одношпиндельных головок: фрезерование плоскостей и прямоугольных контуров, а также сверление, расточка и резьбонарезание. Все системы, характеризующиеся единым языком кодирования геометрической информации, основаны на единой модульной структуре, имеют одинаковый процесс обработки информации на ЭВМ и максимально типизированные формы входной и выходной документации. Все это способствует эффективной организации процессов подготовки УП на предприятии (язык кодирования УП — код ИСО). При написании программ используются элементы метаязыка— формального языка программирования: < > — метапеременная, в УП ставится ее значение; [ ] — необязательные элементы, конструкции; (< >) - список элементов, один из которых должен быть в конструкции; (< >) {...}—многократное повторение элемента; : = — знак, обозначающий «это есть»; / — знак, обозначающий союз «или» (знак альтернативы). Алфавит языка представляет собой множество символов, включающих в себя следующие подмножества: латинского алфавита из 26 прописных букв: < >:=/А/В/С/... русский алфавит из 31 прописной буквы: < >:=/А/Б/В/... десятичные цифры от 0 до 9: < >:=/1/2/3/4/5/6/7/8/9 шестнадцатеричные цифры: < >:: =0/1/2/3/4/5/6/7/8/9/А/B/GD/E/F/. Конкретные СПУП используют отдельные группы символов метаязыка. В отрасли сельскохозяйственного машиностроения широко распространена микроЭВМ «ИСКРА-226». На базе «ИСКРЫ-226» образуется автоматизированное рабочее место технолога-программиста (АРМ-ТП), на котором решаются следующие задачи подготовки УП для станков с ЧПУ: программирование технологического процесса обработки детали; программирование траектории движения инструмента. Все вычисления проводятся при помощи ключевых операторов языка БЕЙСИК. В состав аппаратуры АРМ-ТП входят следующие устройства: микроЭВМ «ЙСКРА-226»; графопостроитель М306; фотосчитывающее устройство (ФСУ) «Консул» ЕС61-21; процессор «ИСКРА-226»; накопители библиотек на гибких магнитных дисках (НГМД); перфоратор для получения УП на программоносителе ПЛ-150М; печатающее устройство Robotron (D), накопители на магнитных дисках СМУ 400 (один с версией ДСАП1). При составлении УП используются следующие знаки (операторы): < > |:=|!|#|¤|&|`| | |+|,|-|/|.|:|;|<|=|>|?|[|\|]|^|-|ω| Благодаря применению СПУП ДСАП1 обеспечиваются автоматический расчет траектории рабочих и холостых ходов; автоматическое назначение подач на холостые ходы; назначение корректоров; ручной ввод технологической информации при обработке отдельных отверстий контуров; последовательная смена любого числа плоскостей и обработки; логический контроль исходных данных и промежуточных результатов расчета с выдачей сообщения о характере ошибок и т. д. Программа состоит из строк операторов. Каждая строка начинается с номера (целое число от 0 до 9999) и завершается оператором #-. Длина начальной строки дисплея составляет 80 позиций, а для наглядности печати результатов строка разбита на 5 зон и 16 позиций. УП формируется при помощи операторов безусловного перехода, условного перехода и организации цикла, что позволяет создать алгоритм для решения многих задач. Последовательность операторов, повторяющихся в программе, оформляется в виде подпрограмм, которые реализуют операции, где выполнение каждой требуется в нескольких точках программы. Геометрическая и технологическая информация, а также УП хранятся в библиотеках на гибких магнитных дисках. В библиотеке на одной стороне гибкого диска может храниться технологическая информация о 450 деталях или УП для 40 деталей средней сложности. По своей структуре проблемно-ориентированный язык ДСАПГ состоит из набора операторов, позволяющих рассчитывать геометрическую информацию о деталях, технологически описывать процесс их обработки на станке с ЧПУ; графически отображать и выводить результаты на графопостроитель. В соответствии с этим операторы ДСАПГ по функциональному назначению подразделяются па следующие типы; геометрические, технологические, обслуживающие. В ДСАП1 имеется набор из 22 геометрических операторов, позволяющих решать 21 геометрическую задачу, где в качестве простейших элементов в системе приняты точка и прямая. Точка в памяти ЭВМ представляется координатами X и Y, а прямая — коэффициентами К и В (уравнение прямой Y=KX+B) и обозначается строкой Р.
|