Факторы, влияющие на точность обработки (погрешность установки заготовки на станке, не жесткость системы СПИД).
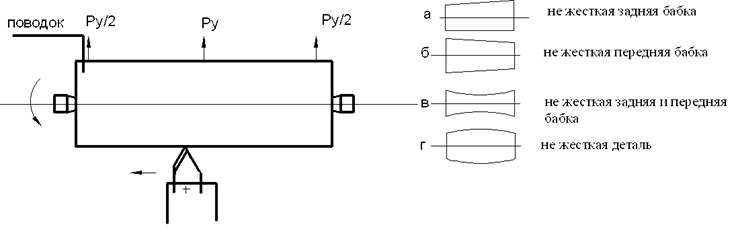
Погрешность установки заготовки на станке. Перед тем как начать обработку заготовки ее следует правильно скоординировать относительно режущего инструмента и в этом положении зафиксировать. Усилие закрепления заготовки может ее деформировать или сместить относительно режущего инструмента. Все эти явления отражаются на точности обработки заготовки. При закреплении заготовки усилия, передаваемые от кулачкового патрона пересиливают ее. После расточки внутренней поверхности наружная поверхность остается деформированной. При снятии со станка наружный контур примет первоначальную цилиндрическую форму, а внутренняя поверхность станет некруглой. Нежесткость системы СПИД. Рассматриваемая металлообработку СПИД следует учитывать, что деталь образующая кинематическую схему обработки имеют ряд посадок с гарантированными зазорами и воздействие сил резанья может вызвать отжатие детали, упругая деформация системы СПИД под действием сил резанья приводит к погрешности обработки заготовки. Под жесткостью системы СПИД подразумевается - способность её обеспечивать постоянство величин, перемещений режущих кромок инструмента относительно установочной поверхности, т.е. способность оказывать сопротивление действию сил резанья стремящихся деформировать ее.
Величина обратная жесткости –податливость При перемещении инструмента относительно заготовки перемещается точка контакта и точка приложения силы резанья
При обработке не жестких деталей применяются дополнительные опоры-люнеты
|
 отношение силы к смещения режущего инструмента.
отношение силы к смещения режущего инструмента. -сила резанья направленная по нормали к обрабатываемой поверхности
-сила резанья направленная по нормали к обрабатываемой поверхности -коэффициент характер. условия обработки
-коэффициент характер. условия обработки
 . Если же податливость системы переменна то имеет место отклонение от заданной формы заготовки.
. Если же податливость системы переменна то имеет место отклонение от заданной формы заготовки.